Zyklusablauf, Siehe, Interpolationsdrehen (software-option, zyklus 290 – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 322: Din/iso: g290)” auf seite 322), Seite 322
322
Zyklen: Sonderfunktionen
12.7
INTERPOLA
TIONSDREHEN
(Sof
tw
ar
e-Option,
Zyklus
290,
DIN/ISO:
G290)
12.7 INTERPOLATIONSDREHEN
(Software-Option, Zyklus 290,
DIN/ISO: G290)
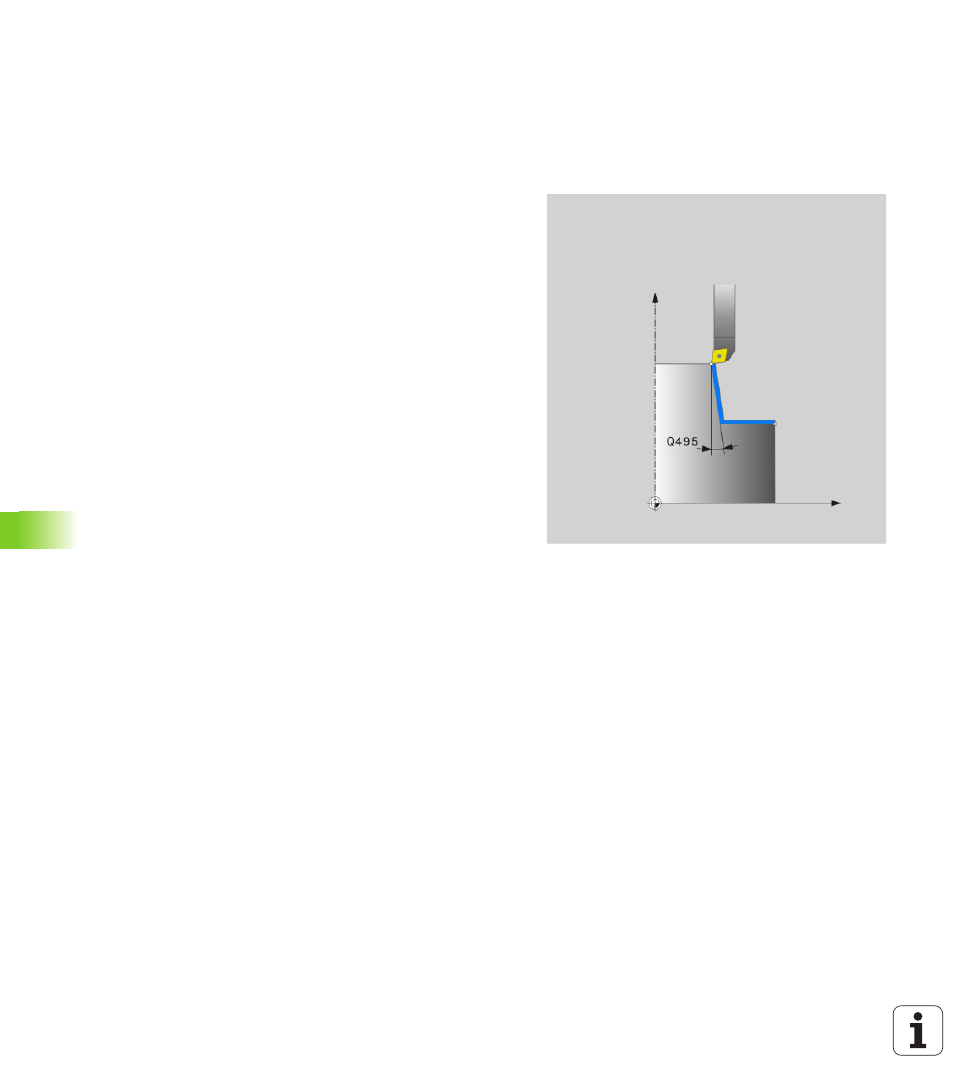
Zyklusablauf
Mit diesem Zyklus lässt sich ein rotationssymmetrischer Absatz in der
Bearbeitungsebene, der durch Start- und Endpunkt definiert ist,
erstellen. Die Rotationsmitte ist der Startpunkt (XY) beim Zyklusaufruf.
Die Rotationsflächen können geneigt und gegeneinander abgerundet
werden. Die Flächen können sowohl per Interpolationsdrehen, als
auch per Fräsen erstellt werden.
1
Die TNC positioniert das Werkzeug auf der Sicheren Höhe zum
Startpunkt der Bearbeitung. Dieser ergibt sich durch eine
tangentiale Verlängerung des Kontur-Startpunkts um den
Sicherheitsabstand.
2
Die TNC erstellt die definierte Kontur durch Interpolationsdrehen.
Dabei beschreiben die Hauptachsen der Bearbeitungsebene eine
kreisförmige Bewegung, während die Spindelachse senkrecht zur
Oberfläche ausgerichtet wird.
3
Am Konturendpunkt fährt die TNC das Werkzeug senkrecht um
den Sicherheitsabstand ab.
4
Abschließend positioniert die TNC das Werkzeug auf die sichere
Höhe