1 gr undlag en – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 512
512
Tastsystemzyklen: Werkzeuge automatisch vermessen
19.1 Gr
undlag
en
Mit MP6507 stellen Sie die Berechnung des Antast-Vorschubs ein:
MP6507=0:
Die Messtoleranz bleibt konstant – unabhängig vom Werkzeug-
Radius. Bei sehr großen Werkzeugen reduziert sich der Antast-
Vorschub jedoch zu Null. Dieser Effekt macht sich um so früher
bemerkbar, je kleiner Sie die maximale Umlaufgeschwindigkeit
(MP6570) und die zulässige Toleranz (MP6510) wählen.
MP6507=1:
Die Messtoleranz verändert sich mit zunehmendem Werkzeug-
Radius. Das stellt auch bei großen Werkzeug-Radien noch einen
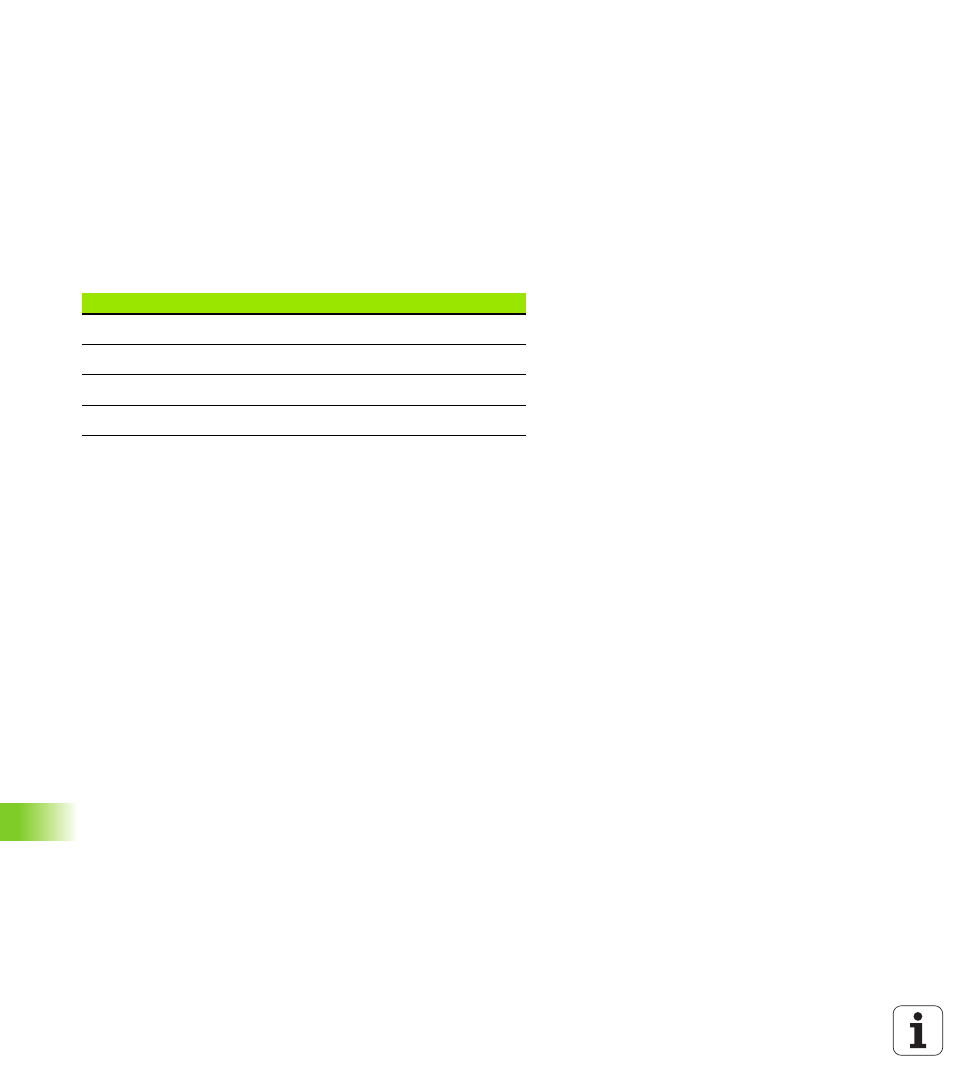
ausreichenden Antast-Vorschub sicher. Die TNC verändert die
Messtoleranz nach folgender Tabelle:
MP6507=2:
Der Antast-Vorschub bleibt konstant, der Messfehler wächst jedoch
linear mit größer werdendem Werkzeug-Radius:
Messtoleranz = (r • MP6510)/ 5 mm) mit
Werkzeug-Radius
Messtoleranz
bis 30 mm
MP6510
30 bis 60 mm
2 • MP6510
60 bis 90 mm
3 • MP6510
90 bis 120 mm
4 • MP6510
r
Aktiver Werkzeug-Radius [mm]
MP6510
Maximal zulässiger Messfehler