6 raeumen (zyklus 22, din/iso: g122), Zyklusablauf, Seite 196 – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 196
Advertising
196
Bearbeitungszyklen: Konturtasche, Konturzüge
7.
6 RAEUMEN (Zyklus 22, DIN/ISO:
G122)
7.6 RAEUMEN (Zyklus 22,
DIN/ISO: G122)
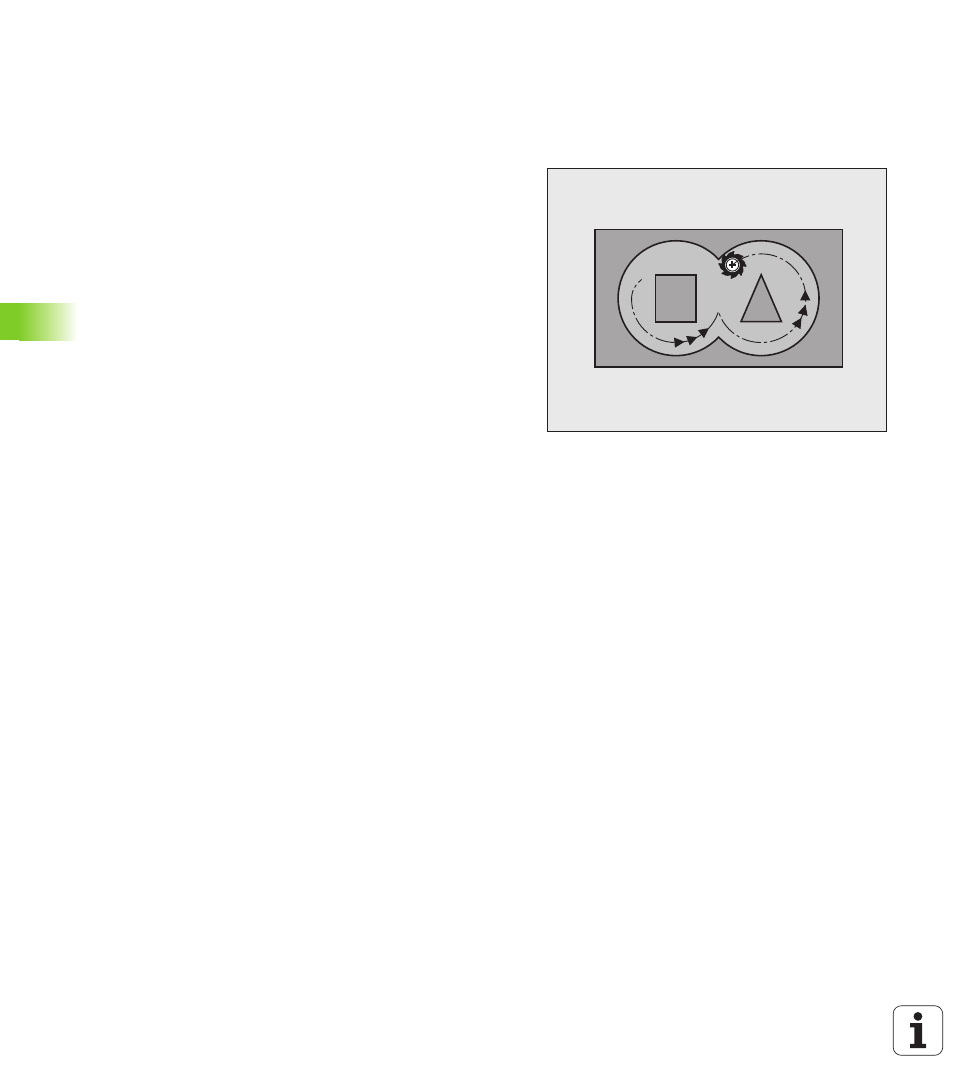
Zyklusablauf
1
Die TNC positioniert das Werkzeug über den Einstichpunkt; dabei
wird das Schlichtaufmaß Seite berücksichtigt
2
In der ersten Zustell-Tiefe fräst das Werkzeug mit dem
Fräsvorschub Q12 die Kontur von innen nach außen
3
Dabei werden die Inselkonturen (hier: C/D) mit einer Annäherung
an die Taschenkontur (hier: A/B) freigefräst
4
Im nächsten Schritt fährt die TNC das Werkzeug auf die nächste
Zustell-Tiefe und wiederholt den Ausräum-Vorgang, bis die
programmierte Tiefe erreicht ist
5
Abschließend fährt die TNC das Werkzeug auf die Sichere Höhe
zurück
A
B
C
D
Advertising