Bezugspunkt setzen (zyklus g247), Seite 430 – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Benutzerhandbuch
Seite 430
430
8 Programmieren: Zyklen
8.9 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
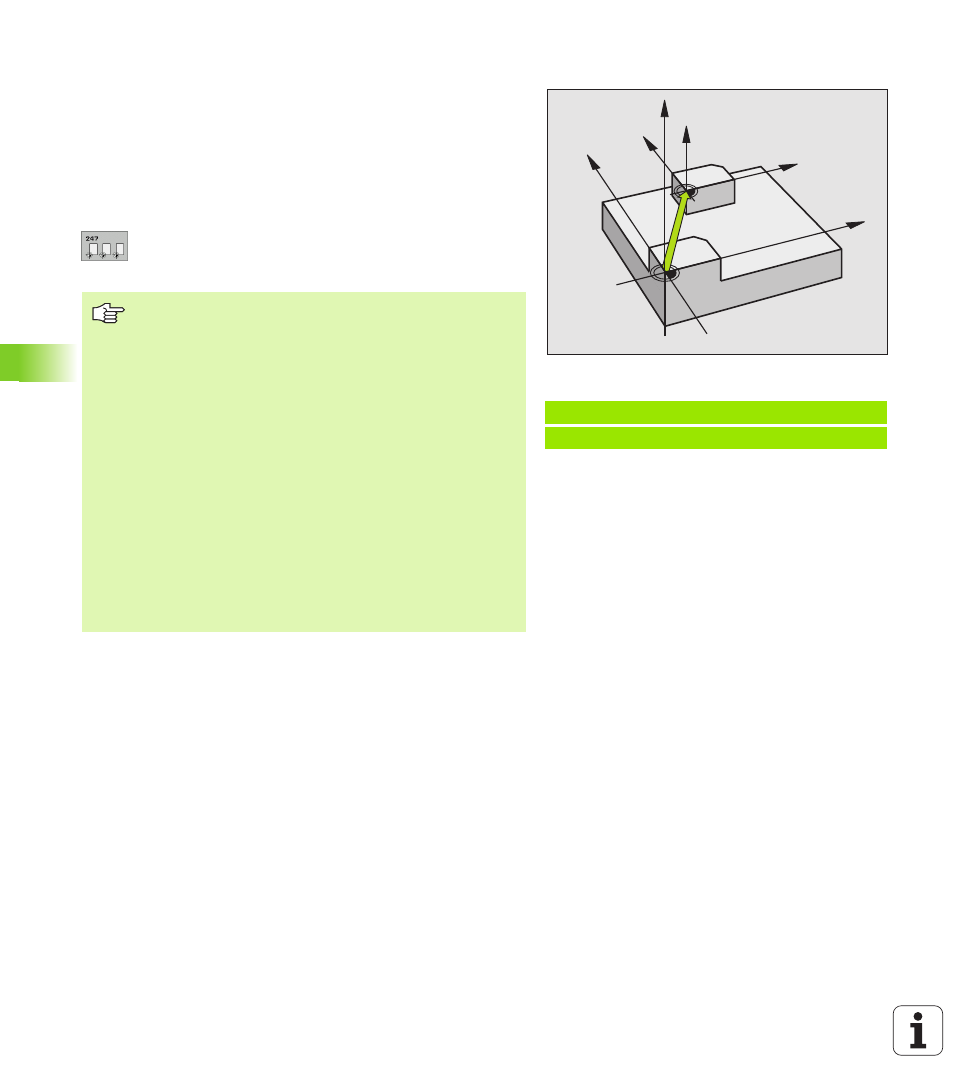
BEZUGSPUNKT SETZEN (Zyklus G247)
Mit dem Zyklus BEZUGSPUNKT SETZEN können Sie einen in einer
Preset-Tabelle definierten Nullpunkt als neuen Bezugspunkt aktivie-
ren.
Wirkung
Nach einer Zyklus-Definition BEZUGSPUNKT SETZEN beziehen sich
alle Koordinaten-Eingaben und Nullpunkt-Verschiebungen (absolute
und inkrementale) auf den neuen Preset.
8
Nummer für Bezugspunkt?
: Nummer des Bezugspunk-
tes aus der Preset-Tabelle angeben, der aktiviert wer-
den soll
Status-Anzeigen
In der Status-Anzeige zeigt die TNC die aktive Preset-Nummer hinter
dem Bezugspunkt-Symbol an
Beispiel: NC-Satz
N13 G247 BEZUGSPUNKT SETZEN
Q339=4
;BEZUGSPUNKT-NUMMER
Z
Z
X
X
Y
Y
Beim Aktivieren eines Bezugspunktes aus der Preset-
Tabelle, setzt die TNC eine aktive Nullpunkt-Verschiebung
zurück. Folgende Koordinaten-Umrechnungen bleiben
aktiv:
Zyklus G80 Bearbeitungsebene Schwenken
Zyklus G28, Spiegeln
Zyklus G73, Drehung
Zyklus G72, Maßfaktor
Die TNC setzt den Preset nur in den Achsen, die in der Pre-
set-Tabelle mit Werten definiert sind. Der Bezugspunkt
von Achsen, die mit – gekennzeichnet sind bleibt unverän-
dert.
Wenn Sie den Preset Nummer 0 (Zeile 0) aktivieren, dann
aktivieren Sie den Bezugspunkt, den Sie zuletzt in einer
manuellen Betriebsart per Achstasten gesetzt haben.
In der Betriebsart PGM-Test ist Zyklus G247 nicht
wirksam.