3 kontur anfahren und verlassen, Start- und endpunkt – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Benutzerhandbuch
Seite 220
220
Programmieren: Konturen programmieren
6.3 K
ont
ur anf
a
hr
en und v
e
rl
assen
6.3 Kontur anfahren und verlassen
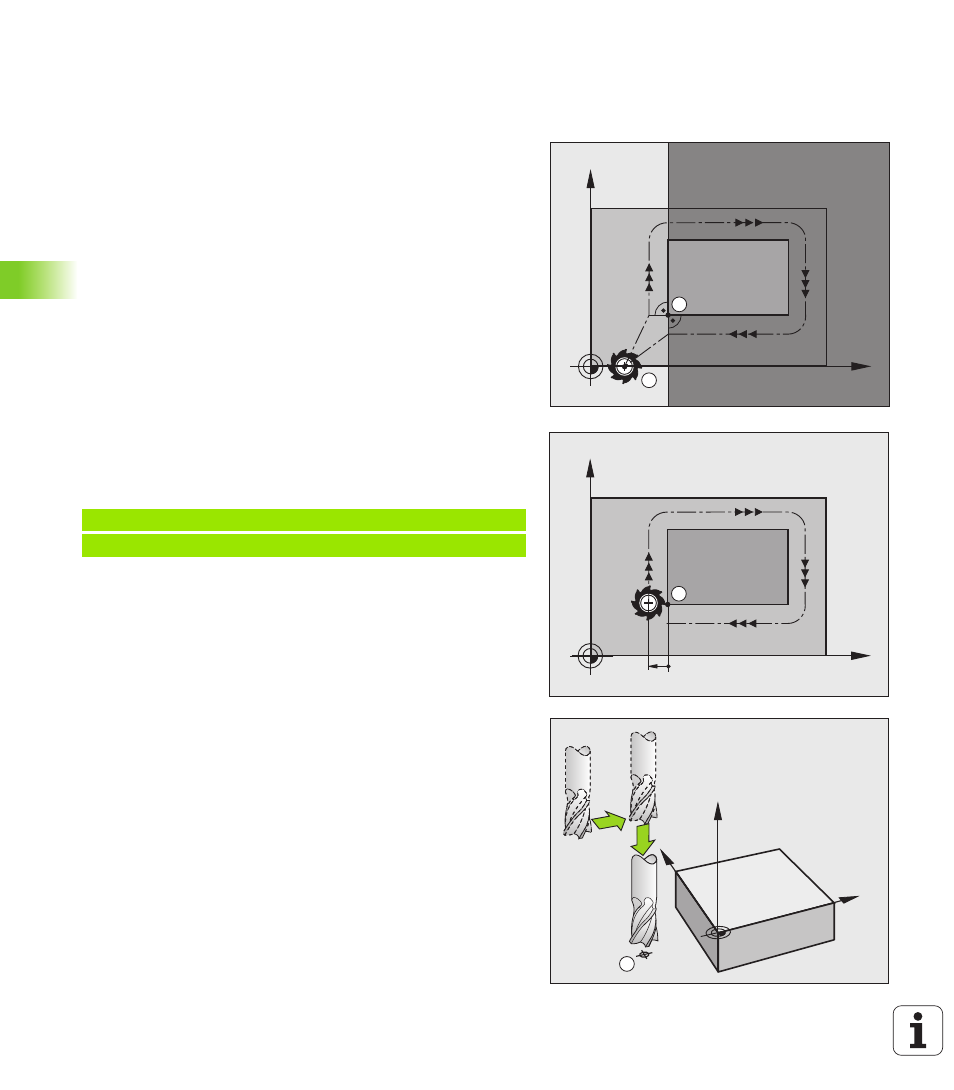
Start- und Endpunkt
Das Werkzeug fährt vom Startpunkt aus den ersten Konturpunkt an.
Anforderungen an den Startpunkt:
Ohne Radiuskorrektur programmiert
Kollisionsfrei anfahrbar
Nahe am ersten Konturpunkt
Beispiel
Bild rechts oben: Wenn Sie den Startpunkt im dunkelgrauen Bereich
festlegen, dann wird die Kontur beim Anfahren des ersten
Konturpunkts beschädigt.
Erster Konturpunkt
Für die Werkzeugbewegung auf den ersten Konturpunkt
programmieren Sie eine Radiuskorrektur.
Startpunkt in der Spindelachse anfahren
Beim Anfahren des Startpunkts muss das Werkzeug in der
Spindelachse auf Arbeitstiefe fahren. Bei Kollisionsgefahr den
Startpunkt in der Spindelachse separat anfahren.
NC-Beispielsätze
X
Y
S
A
X
Y
A
G41
Y
X
Z
S
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *