5 bahnbew e gung en – p o lar k oor dinat e n – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Benutzerhandbuch
Seite 242
242
Programmieren: Konturen programmieren
6.5 Bahnbew
e
gung
en – P
o
lar
k
oor
dinat
e
n
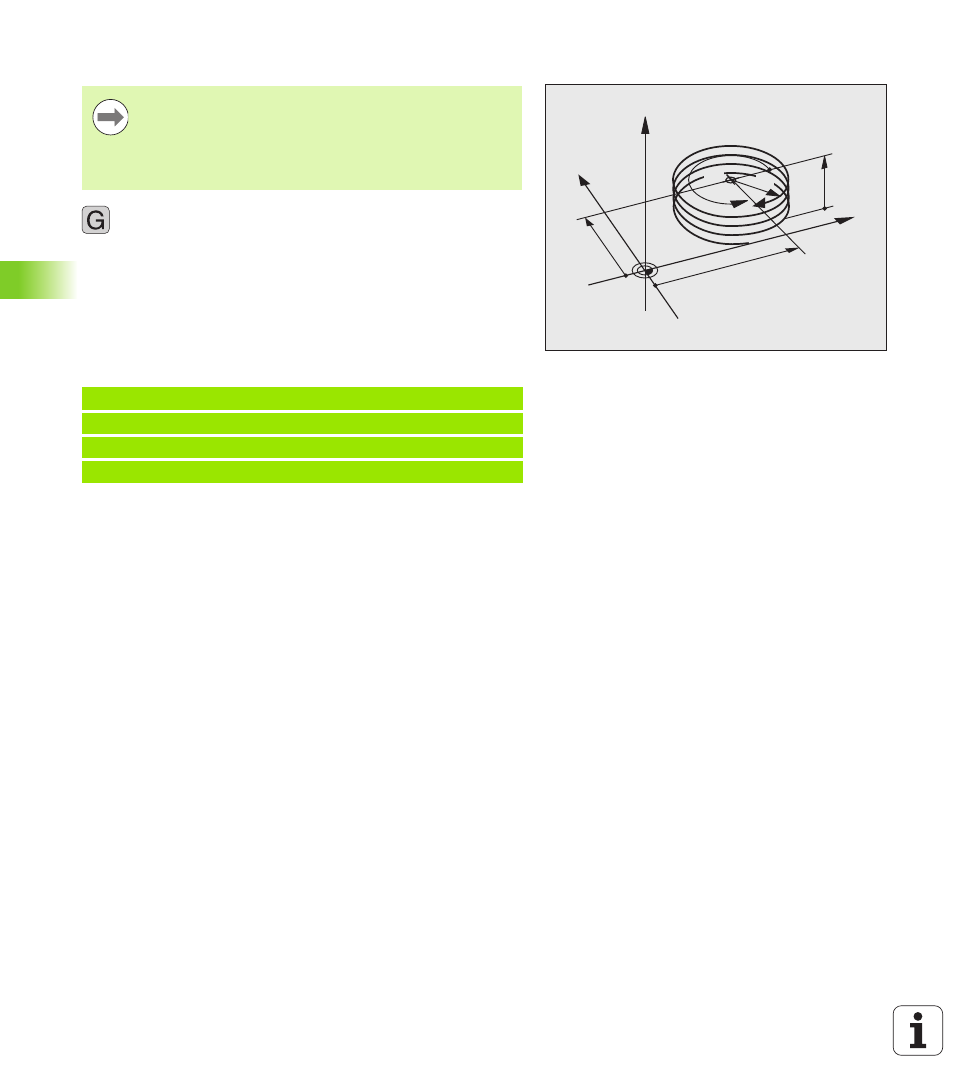
Schraubenlinie programmieren
Polarkoordinaten-Winkel
: Gesamtwinkel
inkremental eingeben, den das Werkzeug auf der
Schraubenlinie fährt. Nach der Eingabe des Winkels
wählen Sie die Werkzeug-Achse mit einer
Achswahltaste.
Koordinate
für die Höhe der Schraubenlinie
inkremental eingeben
Radiuskorrektur
gemäß Tabelle eingeben
NC-Beispielsätze: Gewinde M6 x 1 mm mit 4 Gängen
Y
X
Z
25
40
5
270°
R3
CC
Geben Sie Drehsinn und den inkrementalen
Gesamtwinkel G91 H mit gleichem Vorzeichen ein, sonst
kann das Werkzeug in einer falschen Bahn fahren.
Für den Gesamtwinkel G91 H ist einen Wert von
-99 999,9999° bis +99 999,9999° eingebbar.
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1440 Z+5 *
12