Das erste teil programmieren 1.3 – HEIDENHAIN TNC 640 (34059x-04) Benutzerhandbuch
Seite 59
Das erste Teil programmieren
1.3
1
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2014
59
Werkzeug freifahren: Drücken Sie die orange
Achstaste
Z, um in der Werkzeugachse
freizufahren, und geben den Wert für die
anzufahrende Position ein, z.B. 250. Mit Taste
ENT
bestätigen
Radiuskorr.: RL/RR/keine Korr.? mit Taste ENT
bestätigen: Keine Radiuskorrektur aktivieren
Vorschub F=? mit Taste ENT bestätigen: Im
Eilgang (
FMAX) verfahren
Zusatz-Funktion M? M2 für Programmende
eingeben, mit Taste
END bestätigen: Die TNC
speichert den eingegebenen Verfahrsatz
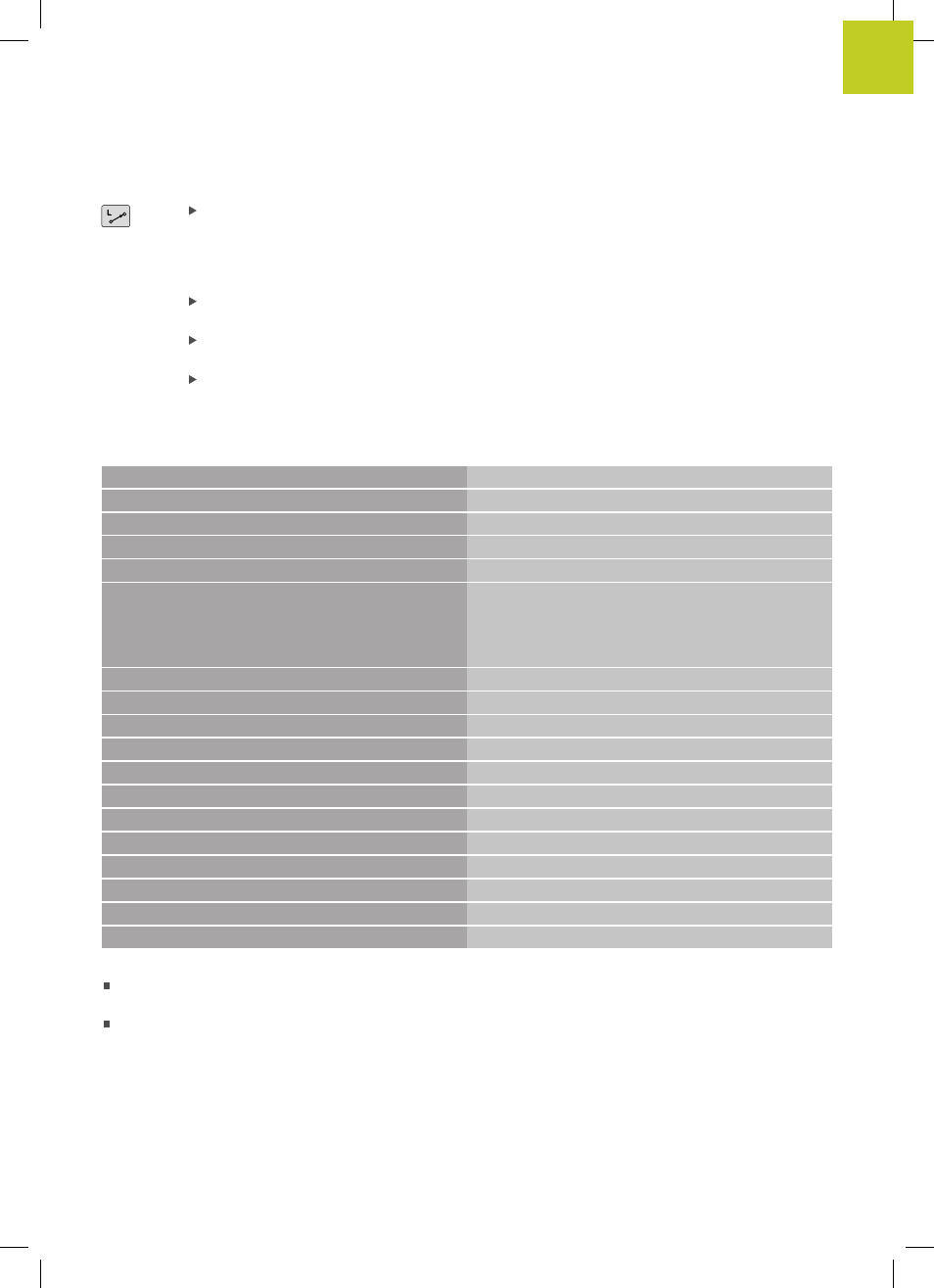
NC-Beispielsätze
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S4500
Werkzeug-Aufruf
4 L Z+250 R0 FMAX
Werkzeug freifahren
5 PATTERN DEF
POS1 (X+10 Y+10 Z+0)
POS2 (X+10 Y+90 Z+0)
POS3 (X+90 Y+90 Z+0)
POS4 (X+90 Y+10 Z+0)
Bearbeitungspositionen definieren
6 CYCL DEF 200 BOHREN
Zyklus definieren
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q206=250
;F TIEFENZUST.
Q202=5
;ZUSTELL-TIEFE
Q210=0
;F.-ZEIT OBEN
Q203=-10
;KOOR. OBERFL.
Q204=20
;2. S.-ABSTAND
Q211=0.2
;VERWEILZEIT UNTEN
7 CYCL CALL PAT FMAX M13
Spindel und Kühlmittel ein, Zyklus aufrufen
8 L Z+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
9 END PGM C200 MM
Detaillierte Informationen zu diesem Thema
Neues Programm erstellen: siehe "Programme eröffnen und
eingeben", Seite 95
Zyklenprogrammierung: Siehe Benutzer-Handbuch Zyklen,
"Zyklen-Grundlagen / Übersichten"