Schutzschild 130 a – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 289
5
ANHANG D – FASENSCHNEIDEN
HPR260 Auto-Gas Betriebsanleitung
d-7
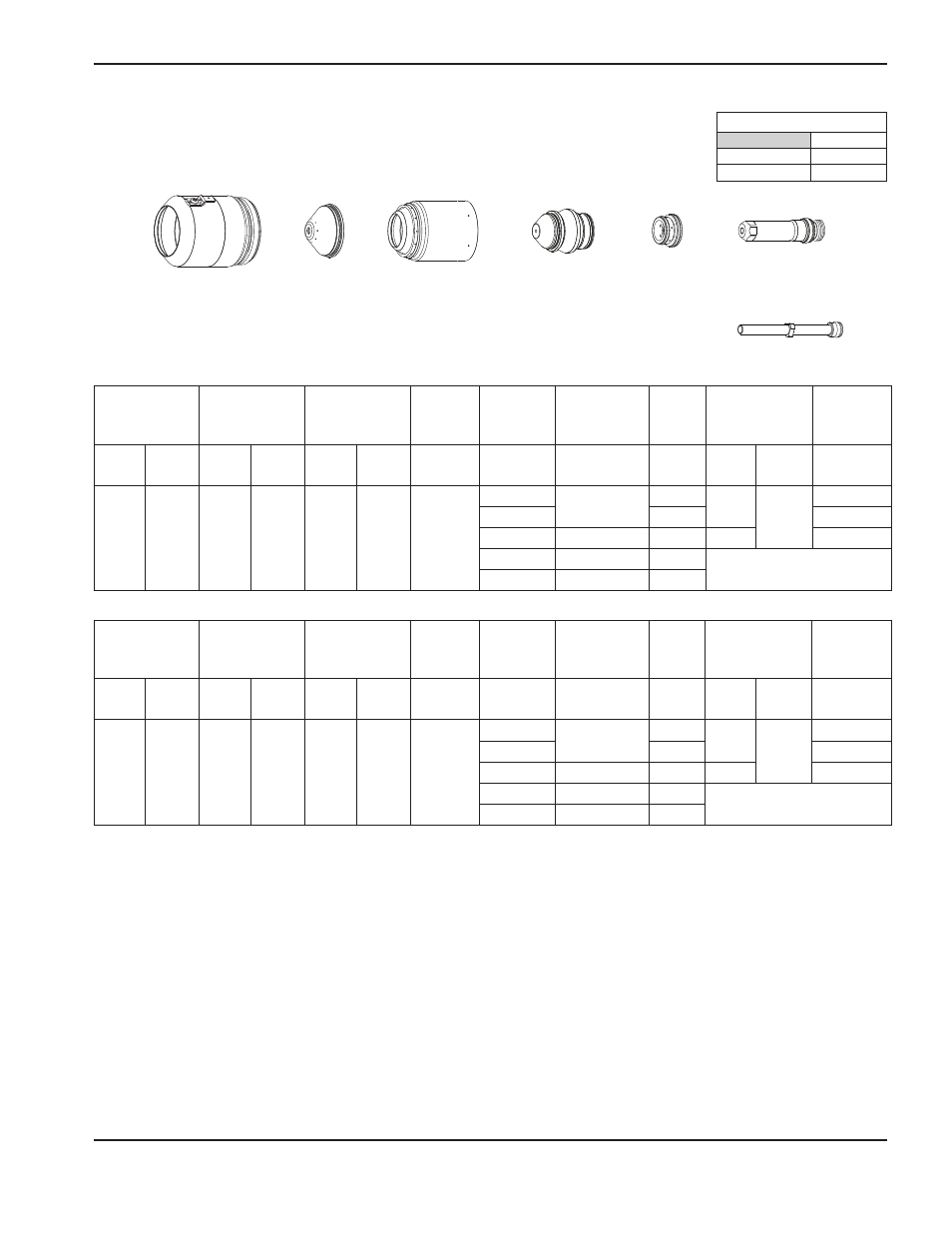
Fasenschneiden von rostfreiem Stahl
Plasma N
2
/ N
2
Schutzschild
130 A
220609
220398
220606
220608
220179
220656
Anmerkung: Der Fasenwinkelbereich liegt zwischen 0° und 45°. Das Wasserrohr 220571
muss für diese Fasenverschleißteile verwendet werden.
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
abstand
Äquivalente
Materialstärke
Abstand Brenner
zum Werkstück
Schneid-
geschwin
dig keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
gas
Plasma
Sekundär
gas
Plasma
Sekundär
gas
mm
mm
Bereich (mm)
mm/m
mm
faktor %
Sekunden
N
2
N
2
19
51
75
63
2,0
6
3,0 – 10,0
1960
6,0
200
0,3
10
1300
0,5
12
3,5 – 10,0
900
7,0
0,8
15
3,8 – 10,0
670
Kantenstart
20
4,3 – 10,0
305
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
abstand
Äquivalente
Materialstärke
Abstand Brenner
zum Werkstück
Schneid-
geschwin
dig keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
gas
Plasma
Sekundär
gas
Plasma
Sekundär
gas
zoll
zoll
Bereich (Zoll)
ipm
zoll
faktor %
Sekunden
N
2
N
2
19
51
75
63
0.080
1/4
0.120 – 0.400
75
0.240
200
0.3
3/8
55
0.5
1/2
0.140 – 0.400
30
0.280
0.8
5/8
0.150 – 0.400
25
Kantenstart
3/4
0.170 – 0.400
15
Durchflußmengen – l/m bei
N
2
Vorströmung
97 / 205
Betriebsströmung
125 / 260