Unlegierter stahl, Plasma o, Luft sekundärgas 80 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 97
4
BEDIENUNG
HPR260 Auto-Gas Betriebsanleitung
4-17
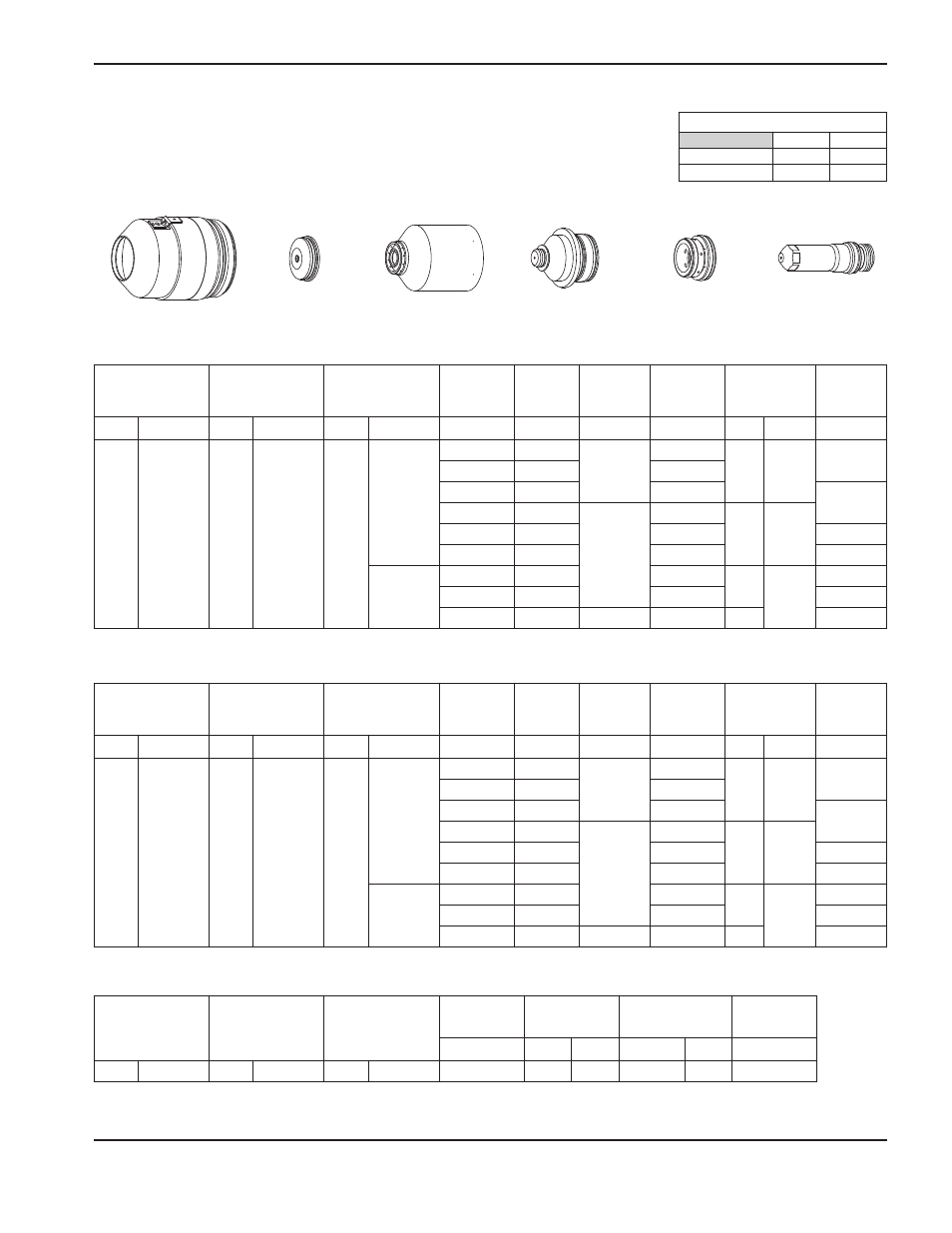
220189
220173
220187
220176
220179
220188
Unlegierter Stahl
Plasma O
2
/ Luft Sekundärgas
80 A Schneiden
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
O
2
Luft
48
23
78
23
2
112
2,5
9810
3,8
150
0,1
2,5
115
7980
3
117
6145
0,2
4
120
2,0
4300
4,0
200
6
123
3045
0,3
10
127
1810
0,5
10
12
130
1410
5,0
250
0,7
15
133
1030
0,8
20
135
2,5
545
6,3
0,9
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
O
2
Luft
48
23
78
23
0.075
112
0.100
400
0.150
150
0.1
0.105
115
290
0.135
117
180
0.2
3/16
120
0.080
155
0.160
200
1/4
123
110
0.3
3/8
127
75
0.5
10
1/2
130
50
0.200
250
0.7
5/8
133
37
0.8
3/4
135
0.100
25
0.250
0.9
Durchflußmengen – lpm/scfh
O
2
Luft
Vorströmung
0 / 0
76 / 161
Betriebsströmung
23 / 48
41 / 87
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Markierung