HEIDENHAIN iTNC 530 (340 49x-02) Benutzerhandbuch
Seite 326
326
8 Programmieren: Zyklen
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
8
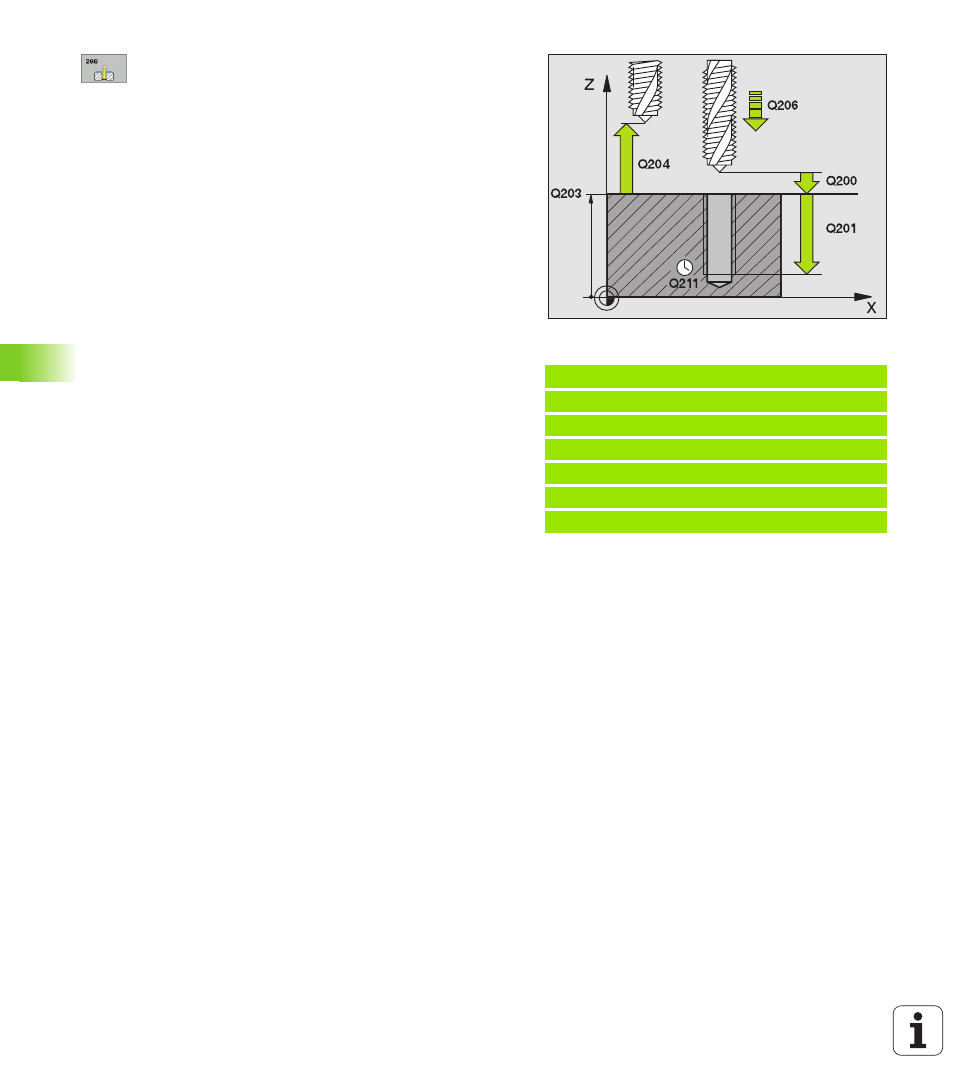
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze (Startposition) – Werkstück-Oberflä-
che; Richtwert: 4x Gewindesteigung
8
Bohrtiefe
Q201 (Gewindelänge, inkremental):
Abstand Werkstück-Oberfläche – Gewindeende
8
Vorschub F
Q206: Verfahrgeschwindigkeit des Werk-
zeugs beim Gewindebohren
8
Verweilzeit unten
Q211: Wert zwischen 0 und
0,5 Sekunden eingeben, um ein Verkeilen des Werk-
zeugs beim Rückzug zu vermeiden
8
Koord. Werkstück-Oberfläche
Q203 (absolut): Koordi-
nate Werkstück-Oberfläche
8
2. Sicherheits-Abstand
Q204 (inkremental): Koordi-
nate Spindelachse, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
Vorschub ermitteln: F = S x p
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindebohrens die externe Stop-Taste drük-
ken, zeigt die TNC einen Softkey an, mit dem Sie das Werkzeug frei-
fahren können.
Beispiel: NC-Sätze
25 CYCL DEF 206 GEWINDEBOHREN NEU
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q211=0.25
;VERWEILZEIT UNTEN
Q203=+25
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
F: Vorschub mm/min)
S: Spindel-Drehzahl (U/min)
p: Gewindesteigung (mm)