Kontur-daten (zyklus 20), Seite 407, 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 49x-02) Benutzerhandbuch
Seite 407
HEIDENHAIN iTNC 530
407
8.6 SL
-Zyklen
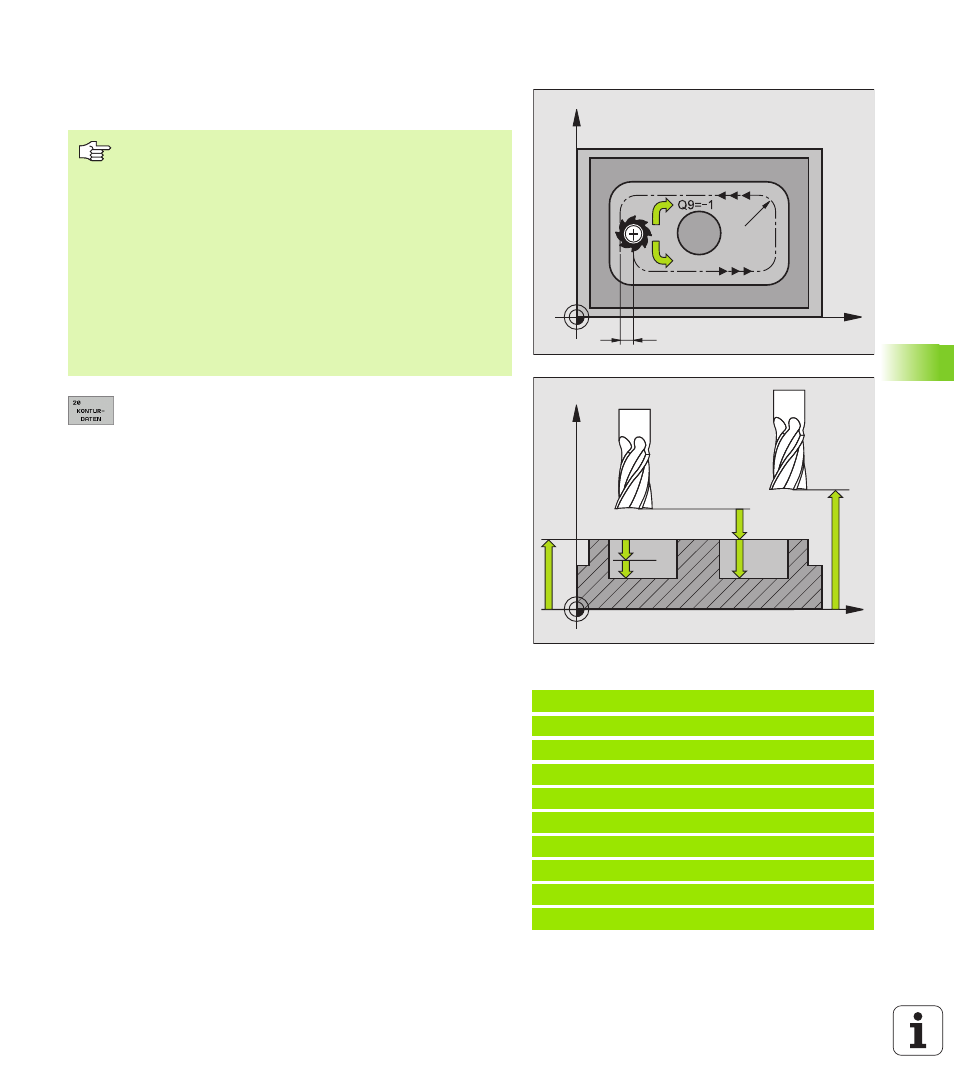
KONTUR-DATEN (Zyklus 20)
In Zyklus 20 geben Sie Bearbeitungs-Informationen für die Unterpro-
gramme mit den Teilkonturen an.
8
Frästiefe
Q1 (inkremental): Abstand Werkstückober-
fläche – Taschengrund.
8
Bahn-Überlappung
Faktor Q2: Q2 x Werkzeug-Radius
ergibt die seitliche Zustellung k.
8
Schlichtaufmaß Seite
Q3 (inkremental): Schlicht-Auf-
maß in der Bearbeitungs-Ebene.
8
Schlichtaufmaß Tiefe
Q4 (inkremental): Schlicht-Auf-
maß für die Tiefe.
8
Koordinate Werkstück-Oberfläche
Q5 (absolut):
Absolute Koordinate der Werkstück-Oberfläche
8
Sicherheits-Abstand
Q6 (inkremental): Abstand zwi-
schen Werkzeug-Stirnfläche und Werkstück-Oberflä-
che
8
Sichere Höhe
Q7 (absolut): Absolute Höhe, in der
keine Kollision mit dem Werkstück erfolgen kann (für
Zwischenpositionierung und Rückzug am Zyklus-
Ende)
8
Innen-Rundungsradius
Q8: Verrundungs-Radius an
Innen-„Ecken“; Eingegebener Wert bezieht sich auf
die Werkzeug-Mittelpunktsbahn
8
Drehsinn? Uhrzeigersinn = -1
Q9: Bearbeitungs-
Richtung für Taschen
im Uhrzeigersinn (Q9 = -1 Gegenlauf für Tasche
und Insel)
im Gegenuhrzeigersinn (Q9 = +1 Gleichlauf für
Tasche und Insel)
Sie können die Bearbeitungs-Parameter bei einer Programm-Unter-
brechung überprüfen und ggf. überschreiben.
Beispiel: NC-Sätze
57 CYCL DEF 20 KONTUR-DATEN
Q1=-20
;FRAESTIEFE
Q2=1
;BAHN-UEBERLAPPUNG
Q3=+0.2
;AUFMASS SEITE
Q4=+0.1
;AUFMASS TIEFE
Q5=+30
;KOOR. OBERFLAECHE
Q6=2
;SICHERHEITS-ABST.
Q7=+80
;SICHERE HOEHE
Q8=0.5
;RUNDUNGSRADIUS
Q9=+1
;DREHSINN
X
Y
k
Q9=+1
Q8
X
Z
Q6
Q7
Q1
Q10
Q5
Beachten Sie vor dem Programmieren
Zyklus 20 ist DEF-Aktiv, das heißt Zyklus 20 ist ab seiner
Definition im Bearbeitungs-Programm aktiv.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den jeweiligen Zyklus auf Tiefe 0
aus.
Die in Zyklus 20 angegebenen Bearbeitungs-Informatio-
nen gelten für die Zyklen 21 bis 24.
Wenn Sie SL-Zyklen in Q-Parameter-Programmen anwen-
den, dann dürfen Sie die Parameter Q1 bis Q20 nicht als
Programm-Parameter benutzen.