Seite 445, 4 zusatz-f u nktionen für dr ehac hsen – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Benutzerhandbuch
Seite 445
HEIDENHAIN iTNC 530
445
12.4
Zusatz-F
u
nktionen
für
Dr
ehac
hsen
Automatische Korrektur der
Maschinengeometrie beim Arbeiten mit
Schwenkachsen: M114 (Software-Option 2)
Standardverhalten
Die TNC fährt das Werkzeug auf die im Bearbeitungs-Programm
festgelegten Positionen. Ändert sich im Programm die Position einer
Schwenkachse, so muss der Postprozessor den daraus entstehenden
Versatz in den Linearachsen berechnen und in einem Positioniersatz
verfahren. Da hier auch die Maschinen-Geometrie eine Rolle spielt,
muss für jede Maschine das NC-Programm separat berechnet
werden.
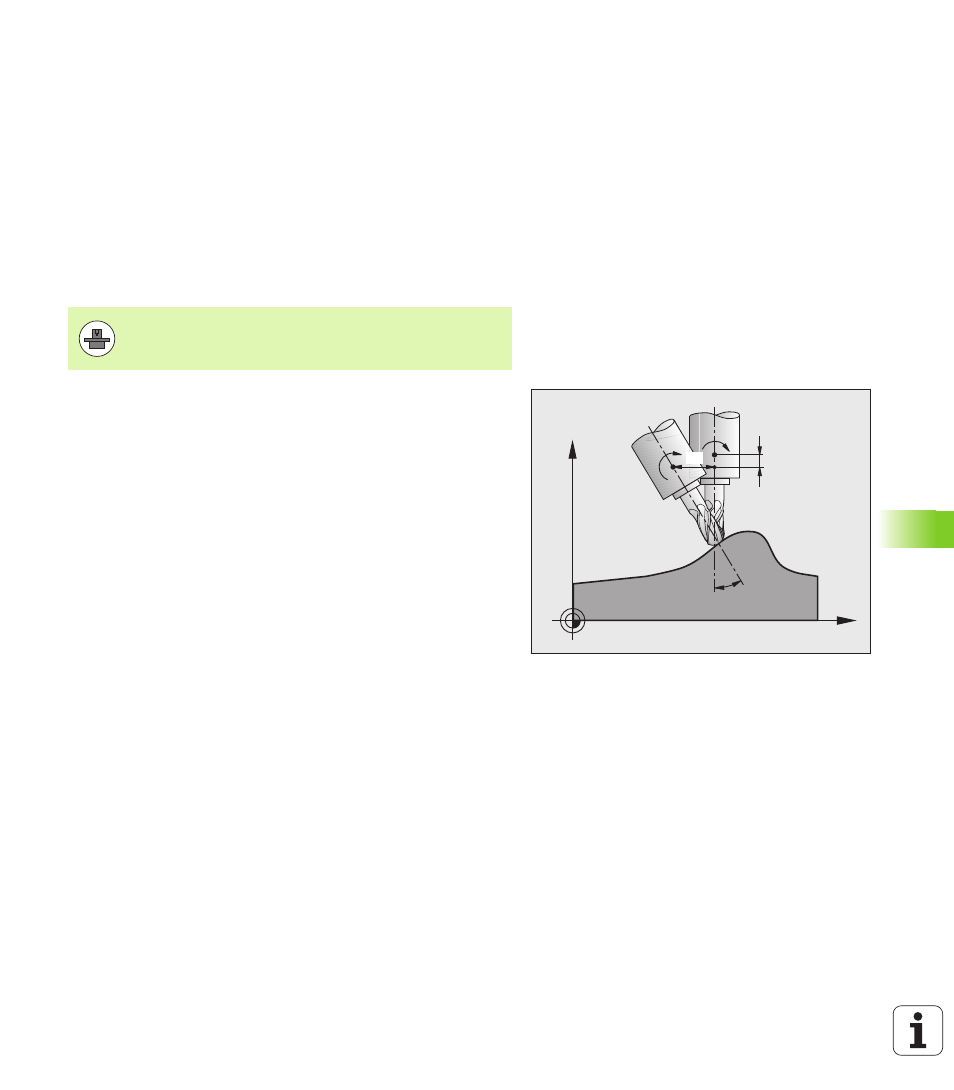
Verhalten mit M114
Ändert sich im Programm die Position einer gesteuerten
Schwenkachse, so kompensiert die TNC den Versatz des Werkzeugs
mit einer 3D-Längenkorrektur automatisch. Da die Geometrie der
Maschine in Maschinen-Parametern abgelegt ist, kompensiert die
TNC auch maschinenspezifische Versätze automatisch. Programme
müssen vom Postprozessor nur einmal berechnet werden, auch wenn
sie auf unterschiedlichen Maschinen mit TNC-Steuerung abgearbeitet
werden.
Wenn Ihre Maschine keine gesteuerten Schwenkachsen besitzt (Kopf
manuell zu schwenken, Kopf wird von der PLC positioniert), können
Sie hinter M114 die jeweils gültige Schwenkkopf-Position eingeben
(z.B. M114 B+45, Q-Parameter erlaubt).
Die Werkzeug-Radiuskorrektur muss vom CAD-System bzw. vom
Postprozessor berücksichtigt werden. Eine programmierte
Radiuskorrektur RL/RR führt zu einer Fehlermeldung.
Wenn die TNC die Werkzeug-Längenkorrektur vornimmt, dann bezieht
sich der programmierte Vorschub auf die Werkzeugspitze, sonst auf
den Werkzeug-Bezugspunkt.
Die Maschinengeometrie muss vom Maschinenhersteller
in der Kinematikbeschreibung definiert sein.
X
Y
dB
dz
dx
B
B