Absolute und inkrementale werkstück- positionen, Absolute und inkrementale werkstück-positionen, 1 gr undlag en – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Benutzerhandbuch
Seite 97
HEIDENHAIN iTNC 530
97
3.1 Gr
undlag
en
Absolute und inkrementale Werkstück-
Positionen
Absolute Werkstück-Positionen
Wenn sich die Koordinaten einer Position auf den Koordinaten-
Nullpunkt (Ursprung) beziehen, werden diese als absolute Koordinaten
bezeichnet. Jede Position auf einem Werkstück ist durch ihre
absoluten Koordinaten eindeutig festgelegt.
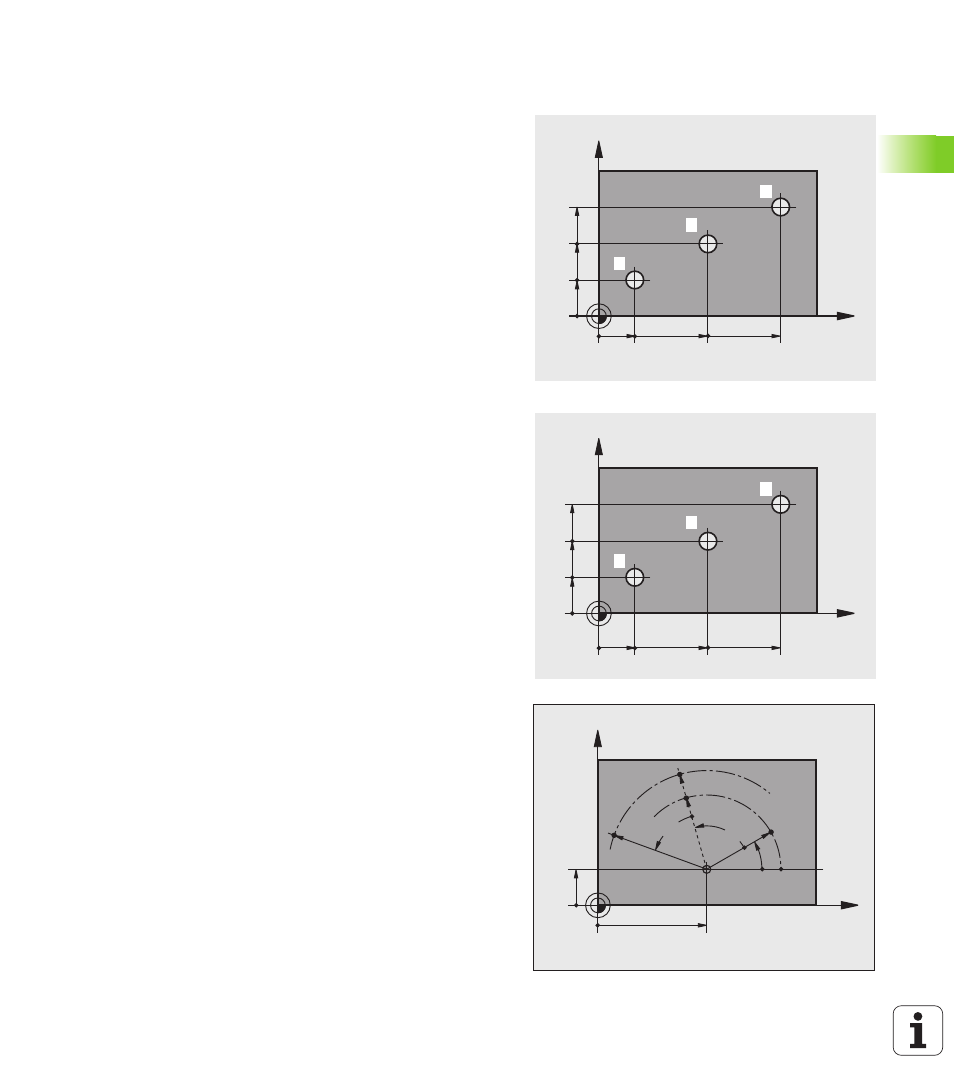
Beispiel 1: Bohrungen mit absoluten Koordinaten:
Inkrementale Werkstück-Positionen
Inkrementale Koordinaten beziehen sich auf die zuletzt programmierte
Position des Werkzeugs, die als relativer (gedachter) Nullpunkt dient.
Inkrementale Koordinaten geben bei der Programmerstellung somit
das Maß zwischen der letzten und der darauf folgenden Soll-Position
an, um die das Werkzeug verfahren soll. Deshalb wird es auch als
Kettenmaß bezeichnet.
Ein Inkremental-Maß kennzeichnen Sie durch die Funktion G91 vor der
Achsbezeichnung.
Beispiel 2: Bohrungen mit inkrementalen Koordinaten
Absolute Koordinaten der Bohrung
4
X = 10 mm
Y = 10 mm
Absolute und inkrementale Polarkoordinaten
Absolute Koordinaten beziehen sich immer auf den Pol und die
Winkel-Bezugsachse.
Inkrementale Koordinaten beziehen sich immer auf die zuletzt
programmierte Position des Werkzeugs..
X
Y
2
1
3
10
30
50
10
20
30
Bohrung
1
Bohrung
2
Bohrung
3
X = 10 mm
X = 30 mm
X = 50 mm
Y = 10 mm
Y = 20 mm
Y = 30 mm
X
Y
20
10
10
20
10
5
4
6
10
Bohrung
5
, bezogen auf
4
Bohrung
6
, bezogen auf
5
G91 X = 20 mm
G91 X = 20 mm
G91 Y = 10 mm
G91 Y = 10 mm
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R