HEIDENHAIN iTNC 530 (60642x-03) ISO programming Benutzerhandbuch
Seite 469
HEIDENHAIN iTNC 530
469
13.2 P
alet
tenbetr
ieb mit w
er
kz
eug
or
ientier
ter Bearbeit
ung
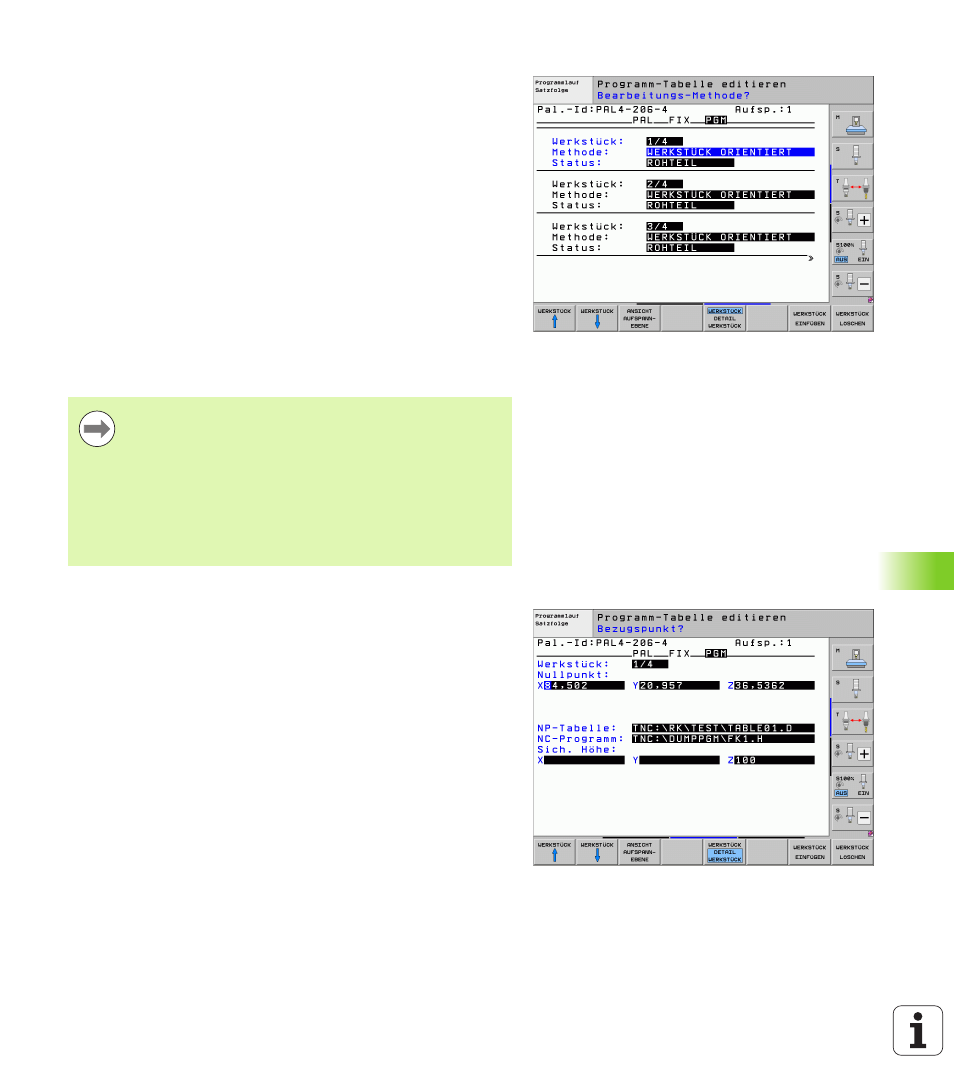
Werkstückebene einstellen
Werkstück
: Die Nummer des Werkstückes wird angezeigt, nach
dem Schrägstrich wird die Anzahl der Werkstücke innerhalb dieser
Aufspannungsebene angezeigt
Methode
: Sie können die Bearbeitungsmethoden WORKPIECE
ORIENTED bzw. TOOL ORIENTED auswählen. In der
Tabellenansicht erscheint der Eintrag WORKPIECE ORIENTED mit
WPO
und TOOL ORIENTED mit TO.
Mit dem Softkey VERBINDEN/TRENNEN kennzeichnen Sie
Werkstücke, welche bei werkzeugorientierter Bearbeitung in die
Berechnung für den Arbeitsablauf miteingehen. Verbundene
Werkstücke werden durch einen unterbrochenen Trennungsstrich
gekennzeichnet, getrennte Werkstücke durch eine durchgehende
Linie. In der Tabellenansicht werden verbundene Werkstücke in der
Spalte METHOD mit CTO gekennzeichnet.
Status
: Mit dem Sofkey ROHTEIL wird das Werkstück als noch
nicht bearbeitet gekennzeichnet und im Feld Status wird BLANK
eingetragen. Verwenden Sie den Softkey FREIER PLATZ oder
AUSLASSEN, falls Sie ein Werkstück bei der Bearbeitung
überspringen möchten, im Feld Status erscheint EMPTY bzw. SKIP
Details in der Werkstückebene einrichten
Werkstück
: Die Nummer des Werkstückes wird angezeigt, nach
dem Schrägstrich wird die Anzahl der Werkstücke innerhalb dieser
Aufspannungs- bzw. Palettenebene angezeigt
Nullpunkt
: Nullpunkt für Werkstück eingeben
NP-Tabelle
: Tragen Sie Namen und Pfad der Nullpunkt-Tabelle ein,
welche für die Bearbeitung des Werkstückes gültig ist. Falls Sie für
alle Werkstücke die gleiche Nullpunkttabelle verwenden, tragen Sie
den Namen mit der Pfadangabe in die Paletten- bzw.
Aufspannungsebenen ein. Die Angaben werden automatisch in die
Werkstückebene übernommen.
NC-Programm
: Geben Sie den Pfad des NC-Programmes an, welches
für die Bearbeitung des Werkstücks notwendig ist
Sich. Höhe
: (optional): Sichere Position für die einzelnen Achsen
bezogen auf das Werkstück. Die angegebenen Positionen werden
nur angefahren, wenn in den NC-Makros diese Werte gelesen und
entsprechend programmiert wurden.
Stellen Sie Methode und Status in der Paletten- bzw.
Aufspannungsebene ein, die Eingabe wird für alle
dazugehörigen Werkstücke übernommen.
Bei mehreren Werkstückvarianten innerhalb einer Ebene
sollten Werkstücke einer Variante nacheinander
angegeben werden. Bei werkzeugorientierter Bearbeitung
können die Werkstücke der jeweiligen Variante dann mit
dem Softkey VERBINDEN/TRENNEN gekennzeichnet und
gruppenweise bearbeitet werden.