Programm-eingabe, Programm-eingabe y x – HEIDENHAIN ND 920 Benutzerhandbuch
Seite 34
34
Programm-Eingabe
Für die Kleinserienfertigung können Sie in der Betriebsart „Programm-
Eingabe” (Taste PGM) die Reihenfolge der anzufahrenden Positionen
−
maximal 99 Positionen
−
festlegen. Das „Programm” bleibt auch nach
einer Stromunterbrechung erhalten.
Die Positionsanzeige ND arbeitet nach dem Aktivieren der Betriebsart
„Programm-Eingabe” im Restweg-Betrieb. Sie können die eingegebene
Position unmittelbar durch Positionieren auf den Anzeigewert Null
anfahren.
Die Programmsätze können im Absolutmaß oder im Kettenmaß einge-
geben werden. Solange ein Satz nicht vollständig eingegeben ist, blinkt
das Symbol „
∆
” in der Statusanzeige.
In einem fertigen Programm können Sie von einem beliebigen
Positioniersatz aus starten.
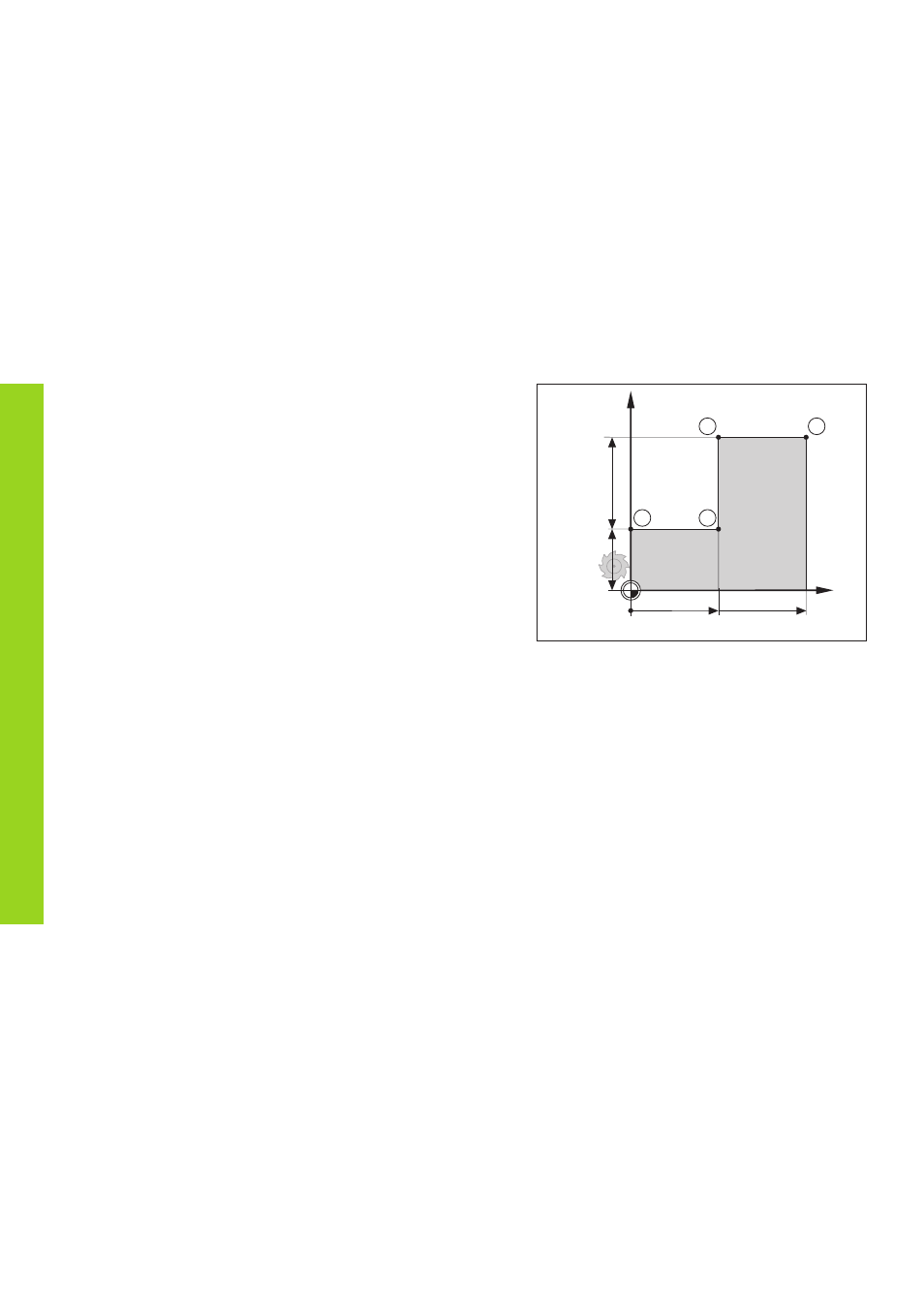
Anwendungs-Beispiel: Stufe fräsen
Werkzeugdaten:
Radius 6 mm
Länge 50 mm
Achse Z
Startposition:
X – 6 mm
Y
0 mm
Z
0 mm
Programm-Eingabe
Y
X
1
2
3
4
60
30
20
0
0
30
20