5 pr ogr a mmierbeispiele, Beispiel: zylinder-mantel mit zyklus 28 – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Benutzerhandbuch
Seite 208
208
Bearbeitungszyklen: Zylindermantel
8.5 Pr
ogr
a
mmierbeispiele
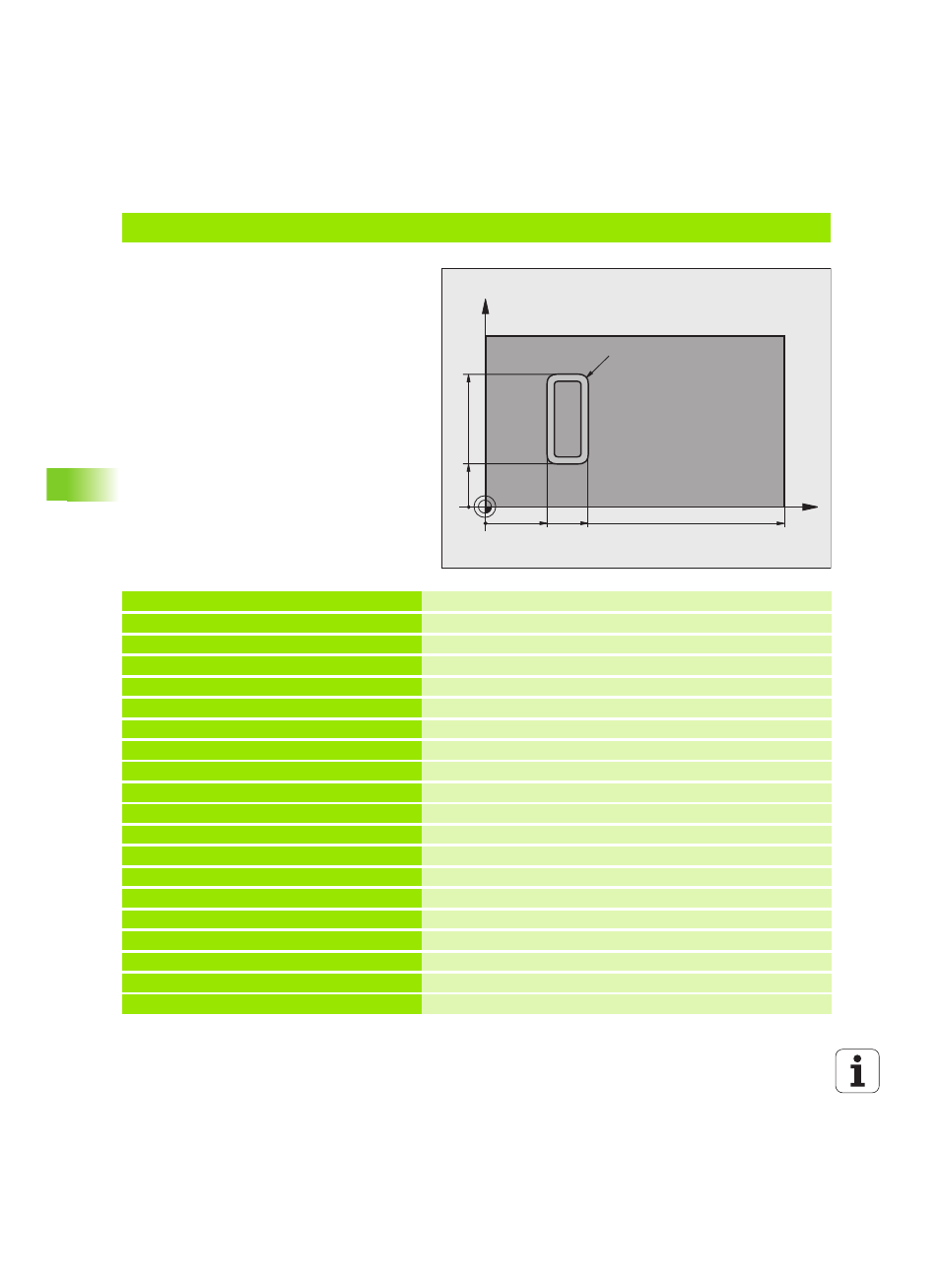
Beispiel: Zylinder-Mantel mit Zyklus 28
Hinweis:
Maschine mit B-Kopf und C-Tisch
Zylinder mittig auf Rundtisch aufgespannt.
Bezugspunkt liegt in der Rundtisch-Mitte
0 BEGIN PGM C27 MM
1 TOOL CALL 1 Y S2000
Werkzeug-Aufruf, Werkzeug-Achse Y
2 L X+250 R0 FMAX
Werkzeug freifahren
3 L X+0 R0 FMAX
Werkzeug auf Rundtisch-Mitte positionieren
4 CYCL DEF 14.0 KONTUR
Kontur-Unterprogramm festlegen
5 CYCL DEF 14.1 KONTURLABEL 1
6 CYCL DEF 28 ZYLINDER-MANTEL
Bearbeitungs-Parameter festlegen
Q1=-7
;FRAESTIEFE
Q3=+0
;AUFMASS SEITE
Q6=2
;SICHERHEITS-ABST.
Q10=-4
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=250
;VORSCHUB FRAESEN
Q16=25
;RADIUS
Q17=1
;BEMASSUNGSART
Q20=10
;NUTBREITE
Q21=0.02
;TOLERANZ
Nachbearbeitung aktiv
7 L C+0 R0 FMAX M3
Rundtisch vorpositionieren
8 CYCL CALL
Zyklus-Aufruf
9 L Y+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
X
Y
157
60
30
20
R7
.5
50