Zyklusablauf, Beim programmieren beachten, Seite 293 – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Benutzerhandbuch
Seite 293
HEIDENHAIN TNC 320
293
14.3 GRUNDDREHUNG über zw
ei Bohr
ung
en (Zyklus 40
1, DIN/ISO: G40
1
)
14.3 GRUNDDREHUNG über zwei
Bohrungen (Zyklus 401, DIN/ISO:
G401)
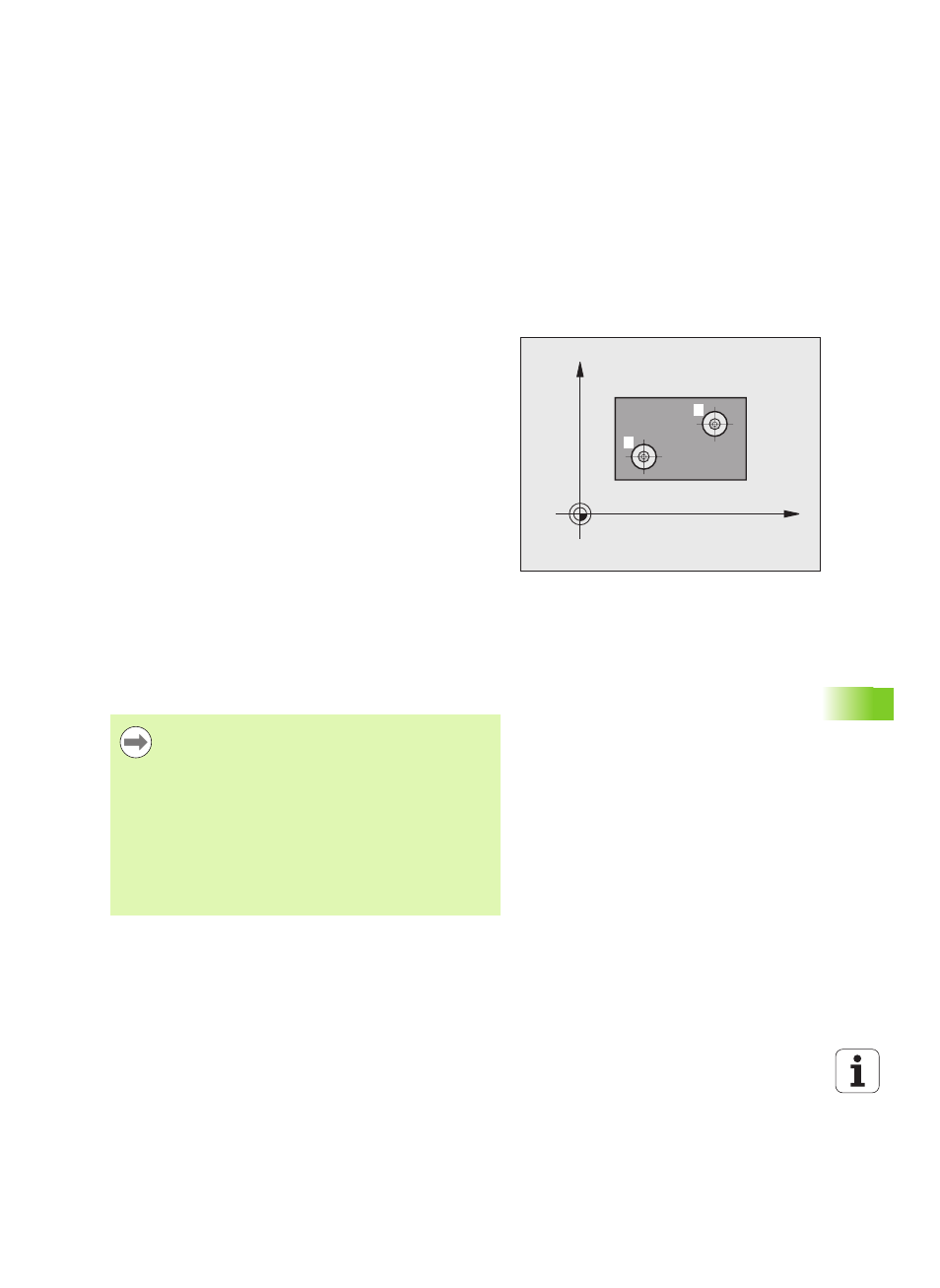
Zyklusablauf
Der Tastsystem-Zyklus 401 erfasst die Mittelpunkte zweier
Bohrungen. Anschließend berechnet die TNC den Winkel zwischen
der Hauptachse der Bearbeitungsebene und der Verbindungsgeraden
der Bohrungs-Mittelpunkte. Über die Funktion Grunddrehung
kompensiert die TNC den berechneten Wert. Alternativ können Sie die
ermittelte Schieflage auch durch eine Drehung des Rundtisches
kompensieren.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte FMAX) und mit Positionierlogik (siehe „Tastsystemzyklen
abarbeiten” auf Seite 283) auf den eingegebenen Mittelpunkt der
ersten Bohrung
1
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und erfasst durch vier Antastungen den ersten
Bohrungs-Mittelpunkt
3
Anschließend fährt das Tastsystem zurück auf die sichere Höhe
und positioniert auf den eingegebenen Mittelpunkt der zweiten
Bohrung
2
4
Die TNC fährt das Tastsystem auf die eingegebene Messhöhe und
erfasst durch vier Antastungen den zweiten Bohrungs-Mittelpunkt
5
Abschließend fährt die TNC das Tastsystem zurück auf die Sichere
Höhe und führt die ermittelte Grunddrehung durch
Beim Programmieren beachten!
X
Y
1
2
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Die TNC setzt eine aktive Grunddrehung am Zyklusanfang
zurück.
Wenn Sie die Schieflage über eine Rundtischdrehung
kompensieren wollen, dann verwendet die TNC
automatisch folgende Drehachsen:
C bei Werkzeug-Achse Z
B bei Werkzeug-Achse Y
A bei Werkzeug-Achse X