Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Benutzerhandbuch
Seite 389
HEIDENHAIN TNC 320
389
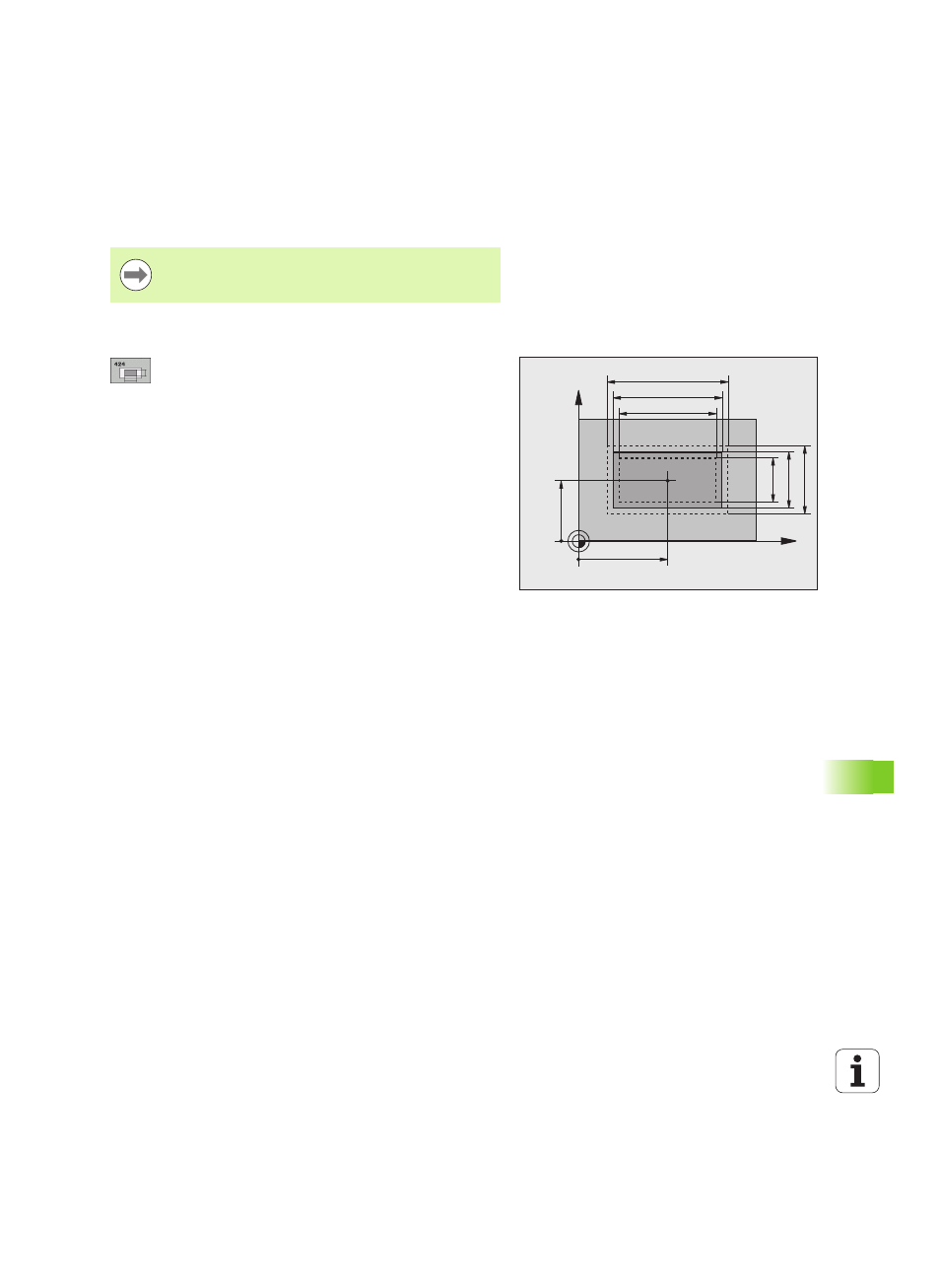
16.8 MESSEN RECHTECK A
U
SSEN
(Zyklus 424, DIN/ISO: G424)
Beim Programmieren beachten!
Zyklusparameter
U
Mitte 1. Achse Q273 (absolut): Mitte des Zapfens in
der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
U
Mitte 2. Achse Q274 (absolut): Mitte des Zapfens in
der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
U
1. Seiten-Länge Q282: Länge des Zapfens, parallel
zur Hauptachse der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999
U
2. Seiten-Länge Q283: Länge des Zapfens, parallel
zur Nebenachse der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999
U
Messhöhe in der Tastsystem-Achse Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284