Zylinder-mantel (zyklus 27), 27 zylinder-mantel, 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 420) Benutzerhandbuch
Seite 339
HEIDENHAIN iTNC 530
311
8.6 SL
-Zyklen
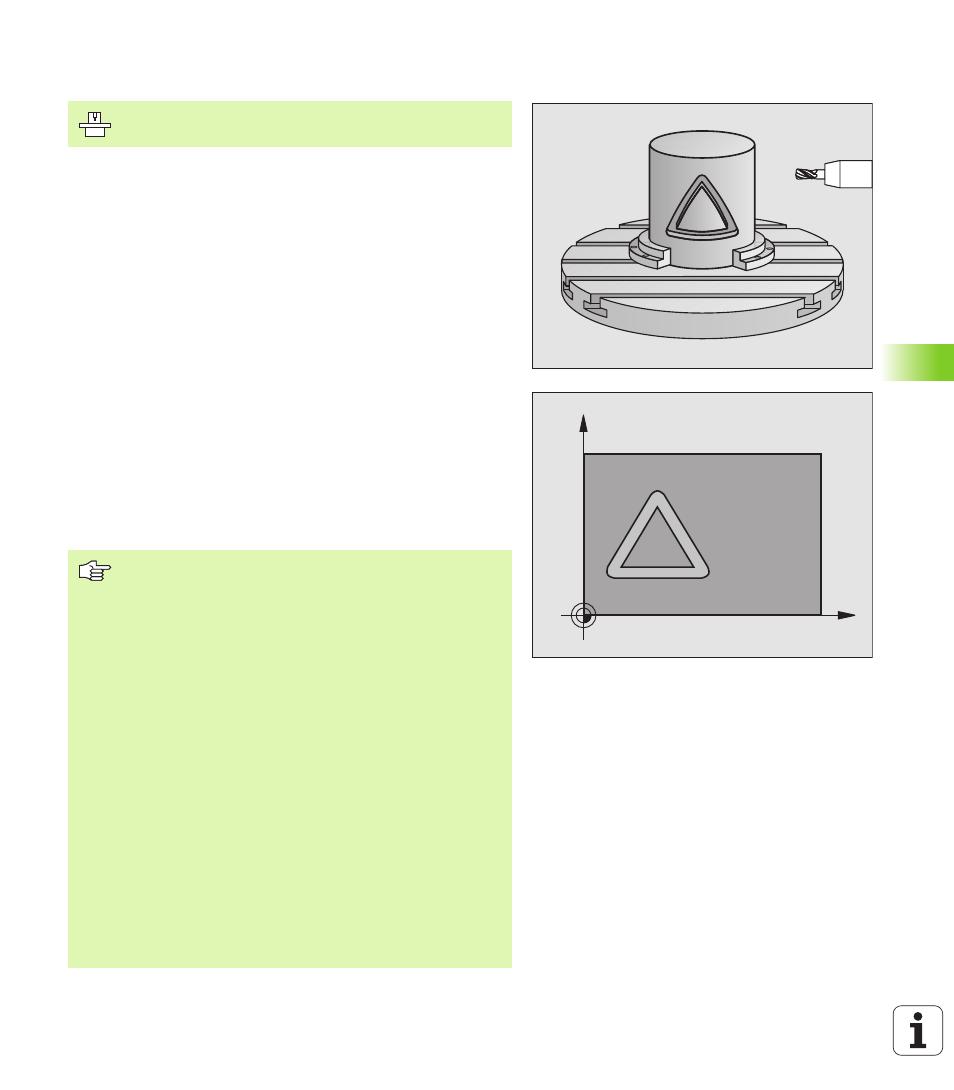
ZYLINDER-MANTEL (Zyklus 27)
Mit diesem Zyklus können Sie eine auf der Abwicklung definierte Kon-
tur auf den Mantel eines Zylinders übertragen. Verwenden Sie den
Zyklus 28, wenn Sie Führungsnuten auf dem Zylinder fräsen wollen.
Die Kontur beschreiben Sie in einem Unterprogramm, das Sie über
Zyklus 14 (KONTUR) festlegen.
Das Unterprogramm enthält Koordinaten in einer Winkelachse (z.B. C-
Achse) und der Achse, die dazu parallel verläuft (z.B. Spindelachse).
Als Bahnfunktionen stehen L, CHF, CR, RND, APPR (außer APPR LCT)
und DEP zur Verfügung.
Die Angaben in der Winkelachse können Sie wahlweise in Grad oder
in mm (Inch) eingeben (bei der Zyklus-Definition festlegen).
1
Die TNC positioniert das Werkzeug über den Einstichpunkt; dabei
wird das Schlichtaufmaß Seite berücksichtigt
2
In der ersten Zustell-Tiefe fräst das Werkzeug mit dem Fräsvor-
schub Q12 entlang der programmierten Kontur
3
Am Konturende fährt die TNC das Werkzeug auf Sicherheitsab-
stand und zurück zum Einstichpunkt;
4
Die Schritte 1 bis 3 wiederholen sich, bis die programmierte
Frästiefe Q1 erreicht ist
5
Anschließend fährt das Werkzeug auf Sicherheitsabstand
C
Z
Maschine und TNC müssen vom Maschinenhersteller vor-
bereitet sein.
Beachten Sie vor dem Programmieren
Der Speicher für einen SL-Zyklus ist begrenzt. Sie können
in einem SL-Zyklus z.B. maximal 1024 Geraden-Sätze pro-
grammieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Fräser mit einem über Mitte schneidenden Stirnzahn ver-
wenden (DIN 844).
Der Zylinder muss mittig auf dem Rundtisch aufgespannt
sein.
Die Spindelachse muss senkrecht zur Rundtisch-Achse
verlaufen. Wenn dies nicht der Fall ist, dann gibt die TNC
eine Fehlermeldung aus.
Diesen Zyklus können Sie auch bei geschwenkter
Bearbeitungsebene ausführen.
Die TNC überprüft, ob die korrigierte und unkorrigierte
Bahn des Werkzeugs innerhalb des Anzeige-Bereichs der
Drehachse liegt (ist im Maschinen-Parameter 810.x defi-
niert). Bei Fehlermeldung „Kontur-Programmierfehler“
ggf. MP 810.x = 0 setzen.