Seite 57 – HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Benutzerhandbuch
Seite 57
57
Bear
beitu
ngen
d
e
finieren
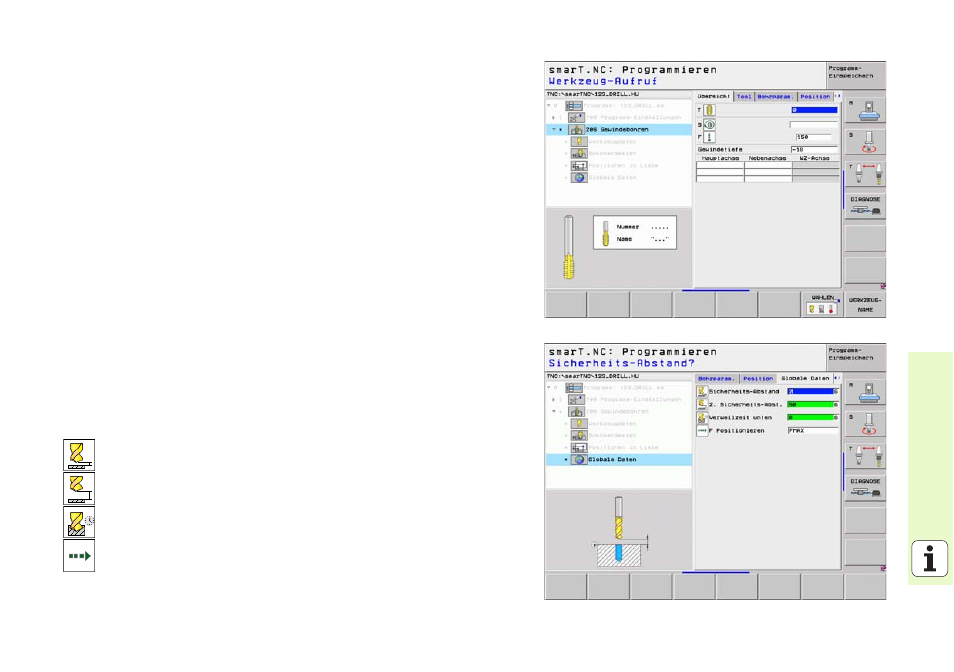
Unit 206 Gewindebohren mit Ausgleichsfutter
Parameter im Formular Übersicht:
8
T
: Werkzeug-Nummer oder -Name (per Softkey umschaltbar)
8
S
: Spindeldrehzahl [U/min] oder Schnittgeschwindigkeit [m/min]
8
F
: Bohrvorschub: Berechnen aus S x Gewindesteigung p
8
Gewindetiefe
: Tiefe des Gewindes
8
Bearbeitungspositionen (siehe „Bearbeitungspositionen definieren”
auf Seite 121.)
Zusätzliche Parameter im Detailformular Tool:
8
DL
: Delta-Länge für Werkzeug T
8
M-Funktion
: Beliebige Zusatzfunktionen M
8
Spindel
: Spindeldrehrichtung. smarT.NC setzt standardmäßig M3
8
WZ-Vorauswahl
: Bei Bedarf Nummer des nächsten Werkzeugs zur
Beschleunigung des Werkzeug-Wechsels (maschinenabhängig)
Zusätzliche Parameter im Detailformular Bohrparameter:
8
Keine.
Global wirksame Parameter im Detailformular Globale Daten:
8
Sicherheits-Abstand
8
2. Sicherheits-Abstand
8
Verweilzeit unten
8
Vorschub beim Verfahren zwischen Bearbeitungspositionen