Seite 83 – HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Benutzerhandbuch
Seite 83
83
Bear
beitu
ngen
d
e
finieren
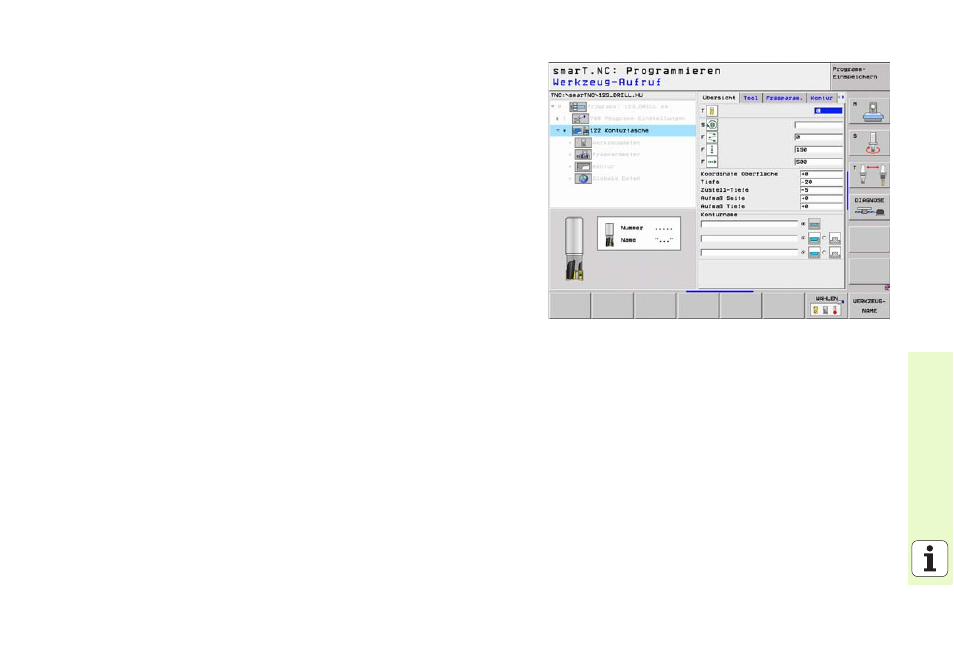
Unit 122 Kontutasche
Mit der Konturtasche können Sie beliebig geformte Taschen, die auch
Inseln enthalten dürfen, ausräumen.
Wenn erforderlich, können Sie im Detailformular Kontur jeder Teilkontur
eine separate Tiefe zuweisen (FCL 2-Funktion). In diesem Fall müssen
Sie immer mit der tiefsten Tasche beginnen.
Parameter im Formular Übersicht:
8
T
: Werkzeug-Nummer oder -Name (per Softkey umschaltbar)
8
S
: Spindeldrehzahl [U/min] oder Schnittgeschwindigkeit [m/min]
8
F
: Vorschub Einpendeln [mm/min], FU [mm/U] oder FZ [mm/Zahn]. 0
eingeben, wenn senkrecht eingetaucht werden soll
8
F
: Vorschub Tiefenzustellung [mm/min], FU [mm/U] oder FZ [mm/Zahn]
8
F
: Fräsvorschub [mm/min], FU [mm/U] oder FZ [mm/Zahn]
8
Koordinate Oberfläche
: Koordinate der Werkstück-Obefläche, auf die
sich eingegebene Tiefen beziehen
8
Tiefe
: Frästiefe
8
Zustell-Tiefe
: Maß, um welches das Werkzeug jeweils zugestellt
wird
8
Aufmaß Seite
: Schlichtaufmaß Seite
8
Aufmaß Tiefe
: Schlichtaufmaß Tiefe
8
Konturname
: Liste der Teilkonturen (.HC-Dateien) die verknüpft werden
sollen. Wenn Option DXF-Konverter verfügbar ist, dann können Sie
direkt aus dem Formular heraus eine Kontur mit dem DXF-Konverter
erstellen