Seite 71, 71 bear beitu ngen d e finieren – HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Benutzerhandbuch
Seite 71
71
Bear
beitu
ngen
d
e
finieren
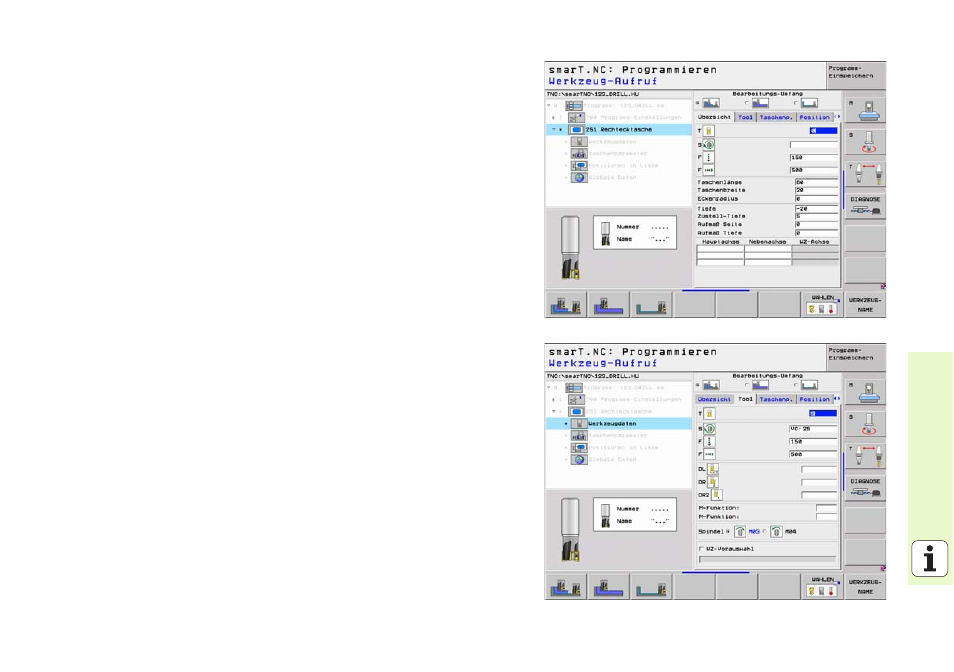
Unit 251 Rechtecktasche
Parameter im Formular Übersicht:
8
Bearbeitungs-Umfang
: Schruppen und schlichten, nur schruppen oder
nur schlichten per Softkey wählen
8
T
: Werkzeug-Nummer oder -Name (per Softkey umschaltbar)
8
S
: Spindeldrehzahl [U/min] oder Schnittgeschwindigkeit [m/min]
8
F
: Vorschub Tiefenzustellung [mm/min], FU [mm/U] oder FZ [mm/Zahn]
8
F
: Fräsvorschub [mm/min], FU [mm/U] oder FZ [mm/Zahn]
8
Taschenlänge
: Länge der Tasche in der Hauptachse
8
Taschenbreite
: Breite der Tasche in der Nebenachse
8
Eckenradius
: Wenn nicht eingegeben, setzt smarT.NC den
Eckenradius gleich dem Werkzeug-Radius
8
Tiefe
: Endtiefe der Tasche
8
Zustell-Tiefe
: Maß, um welches das Werkzeug jeweils zugestellt
wird
8
Aufmaß Seite
: Schlichtaufmaß Seite
8
Aufmaß Tiefe
: Schlichtaufmaß Tiefe
8
Bearbeitungspositionen (siehe „Bearbeitungspositionen definieren”
auf Seite 121.)
Zusätzliche Parameter im Detailformular Tool:
8
DL
: Delta-Länge für Werkzeug T
8
DR
: Delta-Radius für Werkzeug T
8
DR2
: Delta-Radius 2 (Eckenradius) für Werkzeug T
8
M-Funktion
: Beliebige Zusatzfunktionen M
8
Spindel
: Spindeldrehrichtung. smarT.NC setzt standardmäßig M3
8
WZ-Vorauswahl
: Bei Bedarf Nummer des nächsten Werkzeugs zur
Beschleunigung des Werkzeug-Wechsels (maschinenabhängig)