2 w e rk z e ug-d a te n – HEIDENHAIN iTNC 530 (340 49x-05) Benutzerhandbuch
Seite 177
HEIDENHAIN iTNC 530
177
5.2 W
e
rk
z
e
ug-D
a
te
n
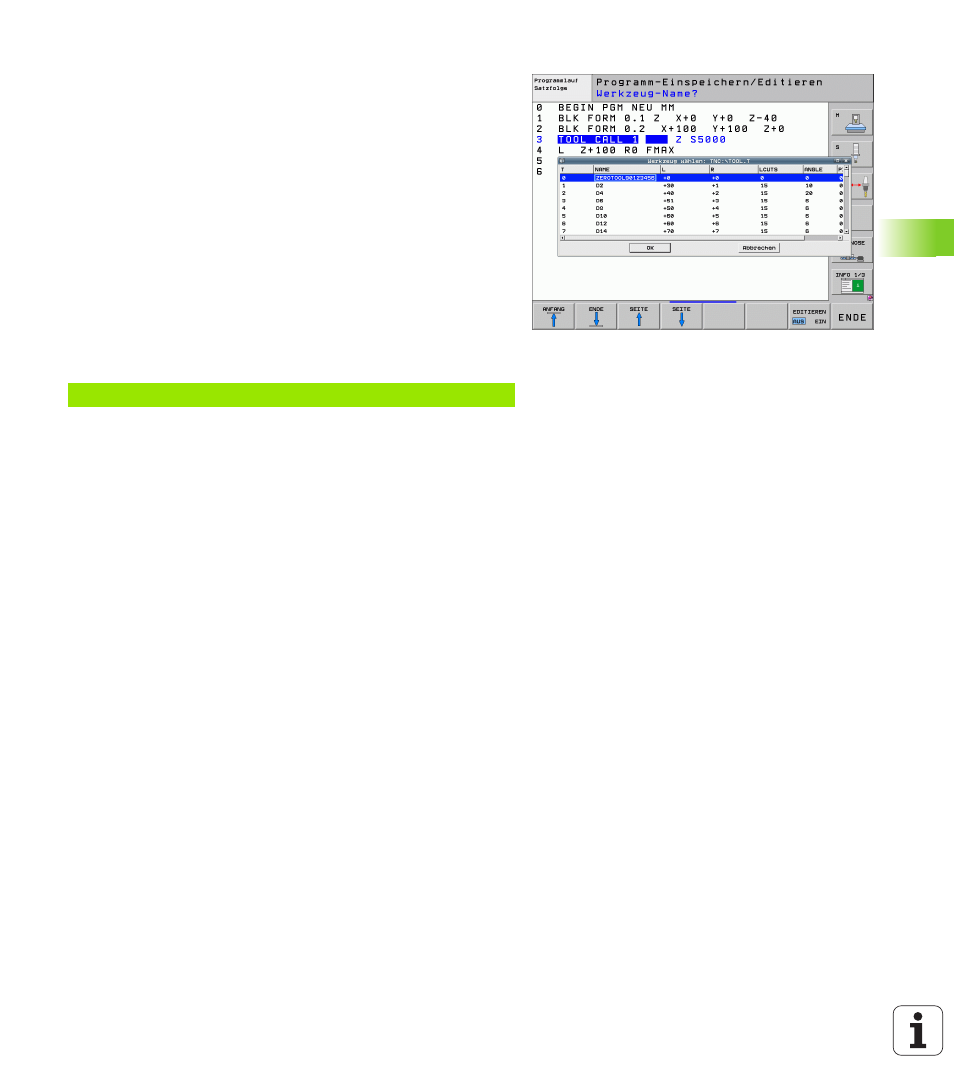
Werkzeugdaten im Auswahlfenster editieren
Im Überblendfenster zur Werkzeugauswahl können Sie die
angezeigten Werkzeugdaten auch editieren:
U
Per Pfeiltasten die Zeile und anschließend die Spalte des zu
editierenden Wertes wählen: Der hellblaue Rahmen kennzeichnet
das editierbare Feld
U
Softkey EDITIEREN auf EIN stellen, gewünschten Wert eingeben
und mit Taste ENT bestätigen
U
Bei Bedarf weitere Spalten wählen und zuvor beschriebene
Vorgehensweise erneut durchführen
U
Gewähltes Werkzeug mit Taste ENT ins Programm übernehmen
Beispiel: Werkzeug-Aufruf
Aufgerufen wird Werkzeug Nummer 5 in der Werkzeugachse Z mit
der Spindeldrehzahl 2500 U/min und einem Vorschub von 350
mm/min. Das Aufmaß für die Werkzeug-Länge und den Werkzeug-
Radius 2 betragen 0,2 bzw. 0,05 mm, das Untermaß für den
Werkzeug-Radius 1 mm.
Das D vor L und R steht für Delta-Wert.
Vorauswahl bei Werkzeug-Tabellen
Wenn Sie Werkzeug-Tabellen einsetzen, dann treffen Sie mit einem
TOOL DEF
-Satz eine Vorauswahl für das nächste einzusetzende
Werkzeug. Dazu geben Sie die Werkzeug-Nummer bzw. einen Q-
Parameter ein, oder einen Werkzeug-Namen in Anführungszeichen.
20 TOOL CALL 5.2 Z S2500 F350 DL+0,2 DR-1 DR2+0,05