100 a, H35 und n, Schneiden von aluminium – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Benutzerhandbuch
Seite 107: Plasmagas: h35 und n, Sekundärgas: n, Lichtbogenstrom: 100 a
BEDIENUNG
4-36
HD3070
mit automatischer Gaskonsole Betriebsanleitung
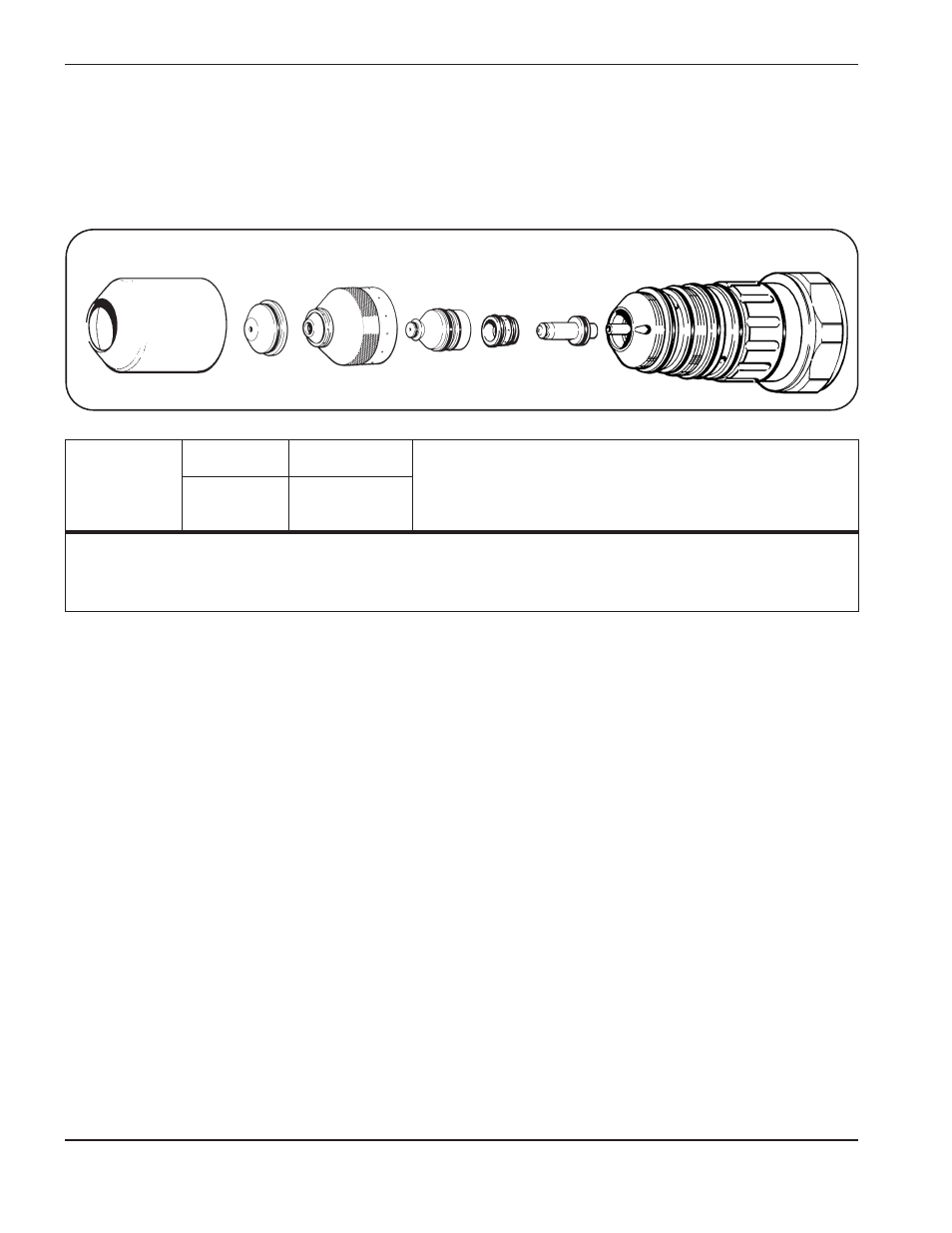
Schutzschild
120594
Düse
120591
Elektrode
120589
Brennerkappe
120592
Wirbelring
020590
Brenner PAC186
120349
Schutzkappe
020634/020687
7/7/99
Schneiden von Aluminium
Plasmagas: H35 und N
2
Sekundärgas: N
2
Lichtbogenstrom: 100 A
Test-Vorströmungs-
Testlauf
Durchflußraten* %
Durchflußraten %
Lichtbogen
Abstand
Anfangshöhe
Vorströmung
Sekundär
Plasma
Spannung
Brenner zum
Schneid-
für das
Lochstech-
Materialdicke
H35
N
2
N
2
N
2
H35
N
2
Kupplungtyp
Werkstück*
geschwindigkeit
Lochstechen Verzögerung
(GA) (Zoll)
(mm)
(1)#
(2)#
(3)# (4)#
(5)# (6)#
(V)
(mm)
(m/min.)
(mm)
(Skala) (sek.)
1⁄4
6,4
45
45
60 60
30
30
145
4,0
2,5
6,0
0
0,1
3⁄8
9,5
149
4,0
1,8
6,0
0,5
0,2
1⁄2
12,7
155
4,0
1,1
6,0
1
0,3
Die Gaseinlaßdrücke für H35 und N
2
müssen für alle Blechdicken zwischen 7,2 und 9,2 bar liegen.
Die H35-Durchflußmenge muß 40 l/min bei Skalenendwert betragen.
*
Die Brennerabstandstoleranzen betragen ± 0,125 mm. Beim Einsatz einer Brennerhöhensteuerung betragen
die Toleranzen ±1 V.
CCW-Verschleißteile (entgegen dem Uhrzeigersinn) sind für spiegelbildliches Schneiden erhältlich.
Siehe Abschnitt 6, Teileliste.
Sollten beim Schneidprozeß Schwierigkeiten auftreten und Durchflußraten suspekt erscheinen, siehe Abschnitt 5,
Wartung, Gegendruck-Prüfungen an der Gasanlage.