Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Benutzerhandbuch
Seite 234
3/29/99
ANHANG A
a-6
HD3070
mit automatischer Gaskonsole Betriebsanleitung
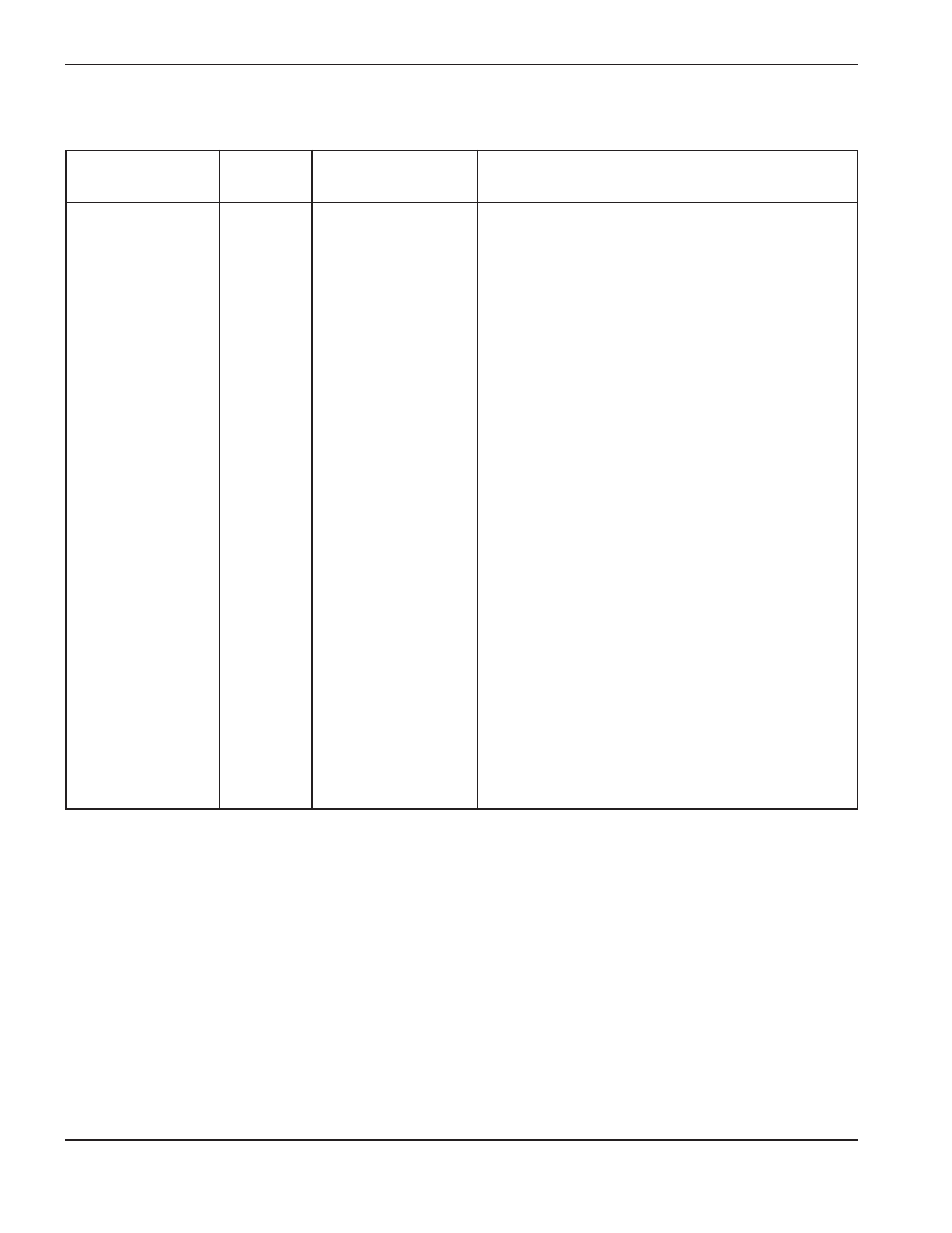
Gaskonsolen-Anschluß 3x4 an CNC-Interface (Fortsetzung)
STIFT
SIGNAL
NR.
POLARITÄT
BESCHREIBUNG
SCHREIBEN
Datenübertragung zwischen CNC und Gaskonsole.
Die CNC sollte gültige Daten in die Gasdurchfluß-
AUSGANG
18
OFFEN
und Ventilanwahl-Leitungen bringen. Die CNC
LESEN BEENDET
KOLLEKTOR
sollte dann das „Schreib”-Signal senden, bis ein
„Lesen beendet”-Signal zurückkommt.
GEMEINSAM
19
-
12 VDC, 3 mA
EINGANG
21
+
Die CNC kann diesen Eingang aktivieren, um einen
TESTBETRIEB
Gasdurchfluß im Testbetriebsmodus zu
veranlassen. 12 VDC, 3 mA
EINGANG
22
+
Die CNC kann diesen Eingang aktivieren, um einen
TEST
Gasdurchfluß im Test-Vorströmungsmodus zu
VORSTRÖMUNG
veranlassen. 12 VDC, 3 mA
FERN LUFT
23
+
Die CNC aktiviert diesen Eingang, Plasmagas
PLASMA
anzuwählen.12 VDC, 3 mA
FERN
24
+
Die CNC aktiviert diesen Eingang, Plasmagas
H35 und N
2
anzuwählen. 12 VDC, 3 mA
PLASMA
FERN O
2
25
+
Die CNC aktiviert diesen Eingang, Plasmagas
PLASMA
anzuwählen. 12 VDC, 3 mA
GEMEINSAM
26
-
Signal „gemeinsam”
FEHLER-
27
OFFEN
Dieser Ausgang wird immer dann aktiviert, wenn
AUSGANG
KOLLEKTOR
auf dem LCD-Display ein Fehler angezeigt wird.
GEMEINSAM
28
-
Signal „gemeinsam”