Aluminium, Nur über wasser – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Benutzerhandbuch
Seite 115
HySpeed HT2000
Betriebsanleitung
6-33
BEDIENUNG
22
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (N
2
)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(H35)
(H35)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
1
⁄
8
"
3 mm
13
13
60/4
2,5
5
135
2440
3
⁄
16
"
5 mm
3
6
140
2200
0,5
1
⁄
4
"
6 mm
22
22
130
3
6
145
1980
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
145
1530
0,5
1
⁄
2
"
12 mm
3
6
150
1280
Aluminium
100 A – H35 Plasma/N
2
Sekundär
Argon-Wasserstoff-Regelventil (Nr. 073109) erforderlich*
Diese Gaskombination ermöglicht eine gute Schneide-Geschwindigkeit, wenig Bartbildung
und ist sehr wirtschaftlich.
SCHNEIDEN
*Siehe Abschnitt 7 zur Installation und dem Betrieb mit Argon-Wasserstoff-Regelventil.
Anmerkungen:
Plasmagas-Einlaßdruck auf 6,2 bar einstellen.
Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
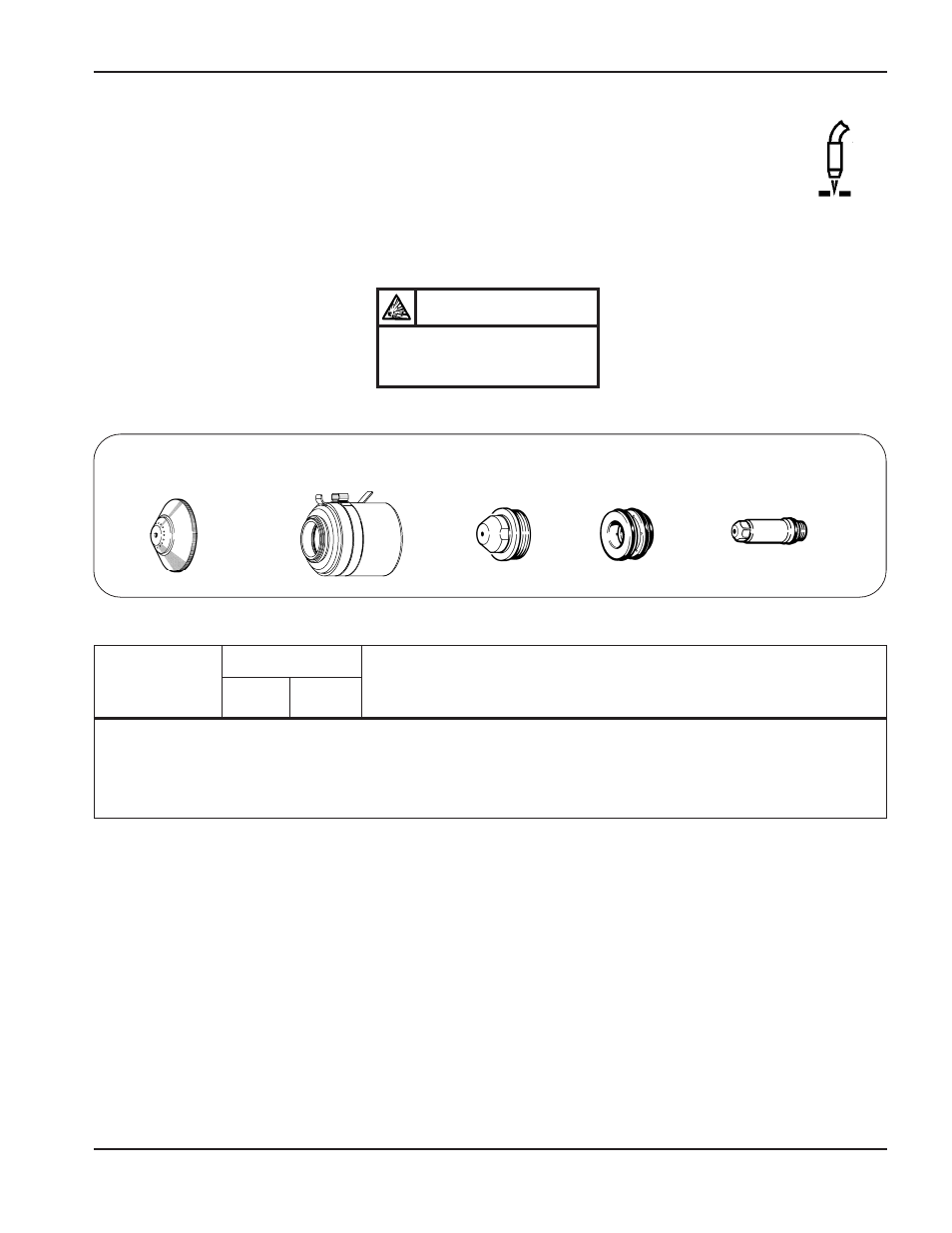
Nur über Wasser
020448
Schild
120837
Brennerkappe
020611
Düse
020607
Wirbelring
020415
Elektrode
Beim Schneiden mit
Argon-Wasserstoff keine
Wasserglocke verwenden!
WARNUNG