2 unterprogramme, Arbeitsweise, Programmier-hinweise – HEIDENHAIN iTNC 530 (340 49x-03) Benutzerhandbuch
Seite 553: Unterprogramm programmieren, Unterprogramm aufrufen
HEIDENHAIN iTNC 530
553
1
0
.2 Unt
e
rpr
ogr
amme
10.2 Unterprogramme
Arbeitsweise
1
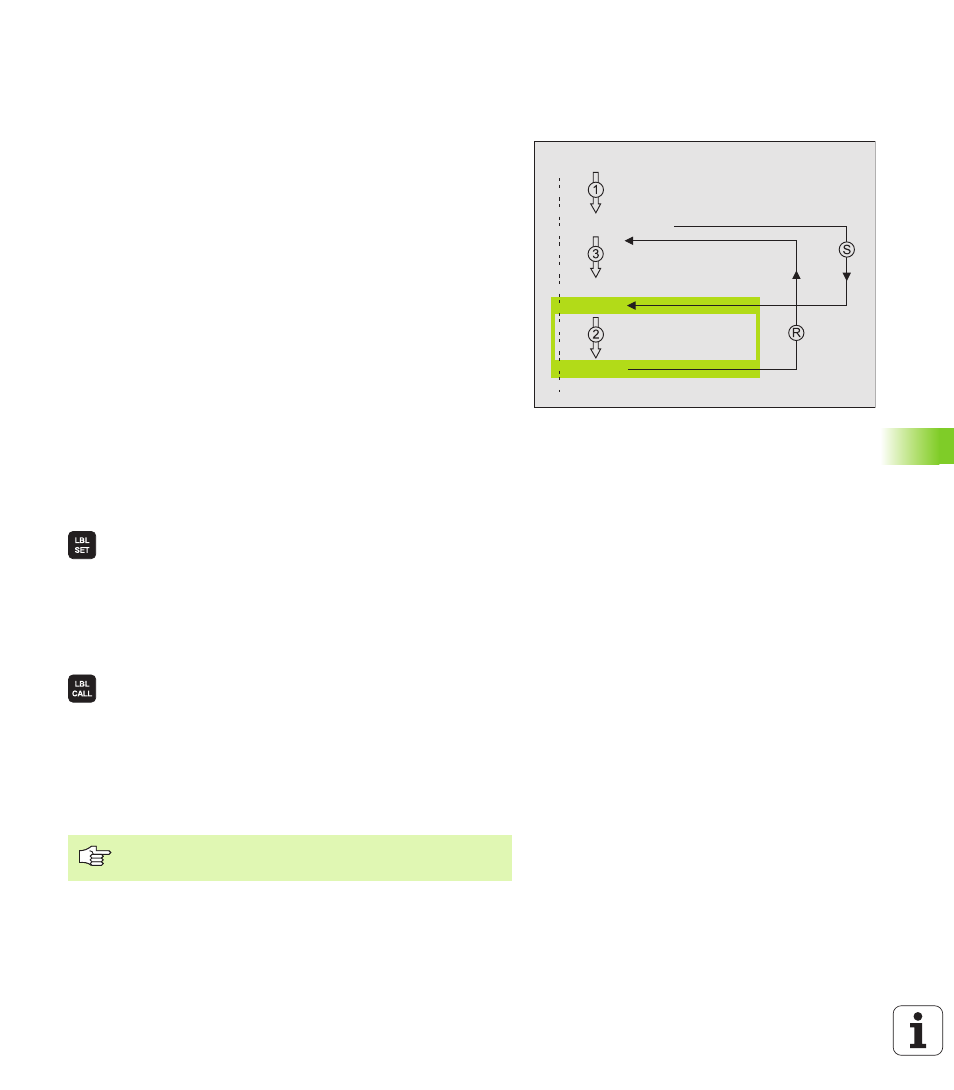
Die TNC führt das Bearbeitungs-Programm bis zu einem Unterpro-
gramm-Aufruf CALL LBL aus
2
Ab dieser Stelle arbeitet die TNC das aufgerufene Unterprogramm
bis zum Unterprogramm-Ende LBL 0 ab
3
Danach führt die TNC das Bearbeitungs-Programm mit dem Satz
fort, der auf den Unterprogramm-Aufruf CALL LBL folgt
Programmier-Hinweise
Ein Hauptprogramm kann bis zu 254 Unterprogramme enthalten
Sie können Unterprogramme in beliebiger Reihenfolge beliebig oft
aufrufen
Ein Unterprogramm darf sich nicht selbst aufrufen
Unterprogramme ans Ende des Hauptprogramms (hinter dem Satz
mit M2 bzw. M30) programmieren
Wenn Unterprogramme im Bearbeitungs-Programm vor dem Satz
mit M2 oder M30 stehen, dann werden sie ohne Aufruf mindestens
einmal abgearbeitet
Unterprogramm programmieren
8
Anfang kennzeichnen: Taste LBL SET drücken
8
Unterprogramm-Nummer eingeben
8
Ende kennzeichnen: Taste LBL SET drücken und
Label-Nummer „0“ eingeben
Unterprogramm aufrufen
8
Unterprogramm aufrufen: Taste LBL CALL drücken
8
Label-Nummer
: Label-Nummer des aufzurufenden
Unterprogramms eingeben. Wenn Sie LABEL-Namen
verwenden wollen: Taste “ drücken, um zur Textein-
gabe zu wechseln
8
Wiederholungen REP
: Dialog mit Taste NO ENT über-
gehen. Wiederholungen REP nur bei Programmteil-
Wiederholungen einsetzen
0 BEGIN PGM ...
CALL LBL1
L Z+100 M2
LBL1
LBL0
END PGM ...
CALL LBL 0 ist nicht erlaubt, da es dem Aufruf eines
Unterprogramm-Endes entspricht.