Beispiel: zylinder-mantel mit zyklus 28 – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 194
Bearbeitungszyklen: Zylindermantel
8.5
Programmierbeispiele
8
194
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
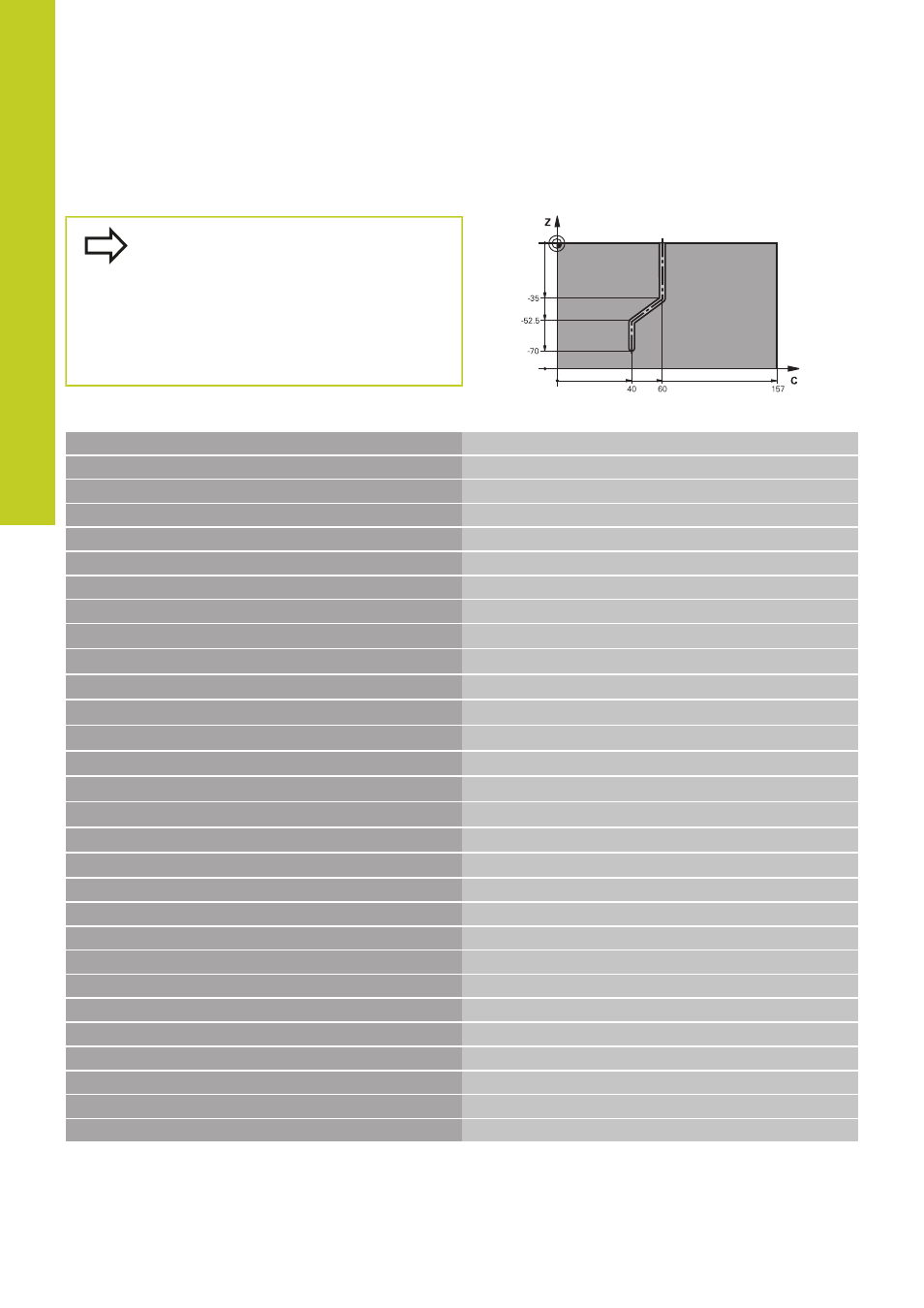
Beispiel: Zylinder-Mantel mit Zyklus 28
•
Zylinder mittig auf Rundtisch
aufgespannt
•
Maschine mit B-Kopf und C-Tisch
•
Bezugspunkt liegt in der Rundtisch-
Mitte
•
Beschreibung der Mittelpunktsbahn im
Kontur-Unterprogramm
0 BEGIN PGM C28 MM
1 TOOL CALL 1 Z S2000
Werkzeug-Aufruf, Werkzeug-Achse Z, Durchmesser 7
2 L Z+250 R0 FMAX
Werkzeug freifahren
3 L X+50 Y+0 R0 FMAX
Werkzeug auf Rundtisch-Mitte positionieren
4 PLANE SPATIAL SPA+0 SPB+90 SPC+0 TURN FMAX
Einschwenken
5 CYCL DEF 14.0 KONTUR
Kontur-Unterprogramm festlegen
6 CYCL DEF 14.1 KONTURLABEL 1
7 CYCL DEF 28 ZYLINDER-MANTEL
Bearbeitungs-Parameter festlegen
Q1=-7
;FRAESTIEFE
Q3=+0
;AUFMASS SEITE
Q6=2
;SICHERHEITS-ABST.
Q10=-4
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=250
;VORSCHUB FRAESEN
Q16=25
;RADIUS
Q17=1
;BEMASSUNGSART
Q20=10
;NUTBREITE
Q21=0.02
;TOLERANZ
Nachbearbeitung aktiv
8 L C+0 R0 FMAX M3 M99
Rundtisch vorpositionieren, Spindel ein, Zyklus aufrufen
9 L Z+250 R0 FMAX
Werkzeug freifahren
10 PLANE RESET TURN FMAX
Zurückschwenken, PLANE-Funktion aufheben
11 M2
Programm-Ende
12 LBL 1
Kontur-Unterprogramm, Beschreibung der Mittelpunktsbahn
13 L X+60 X+0 RL
Angaben in der Drehachse in mm (Q17=1)
14 L Y-35
15 L X+40 Y-52.5
16 L Y-70
17 LBL 0
18 END PGM C28 MM