13 messen ebene (zyklus 431, din/iso: g431), Zyklusablauf, Beim programmieren beachten – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 375: Messen ebene (zyklus 431, din/iso: g431)
MESSEN EBENE (Zyklus 431, DIN/ISO: G431) 16.13
16
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
375
16.13
MESSEN EBENE (Zyklus 431, DIN/ISO:
G431)
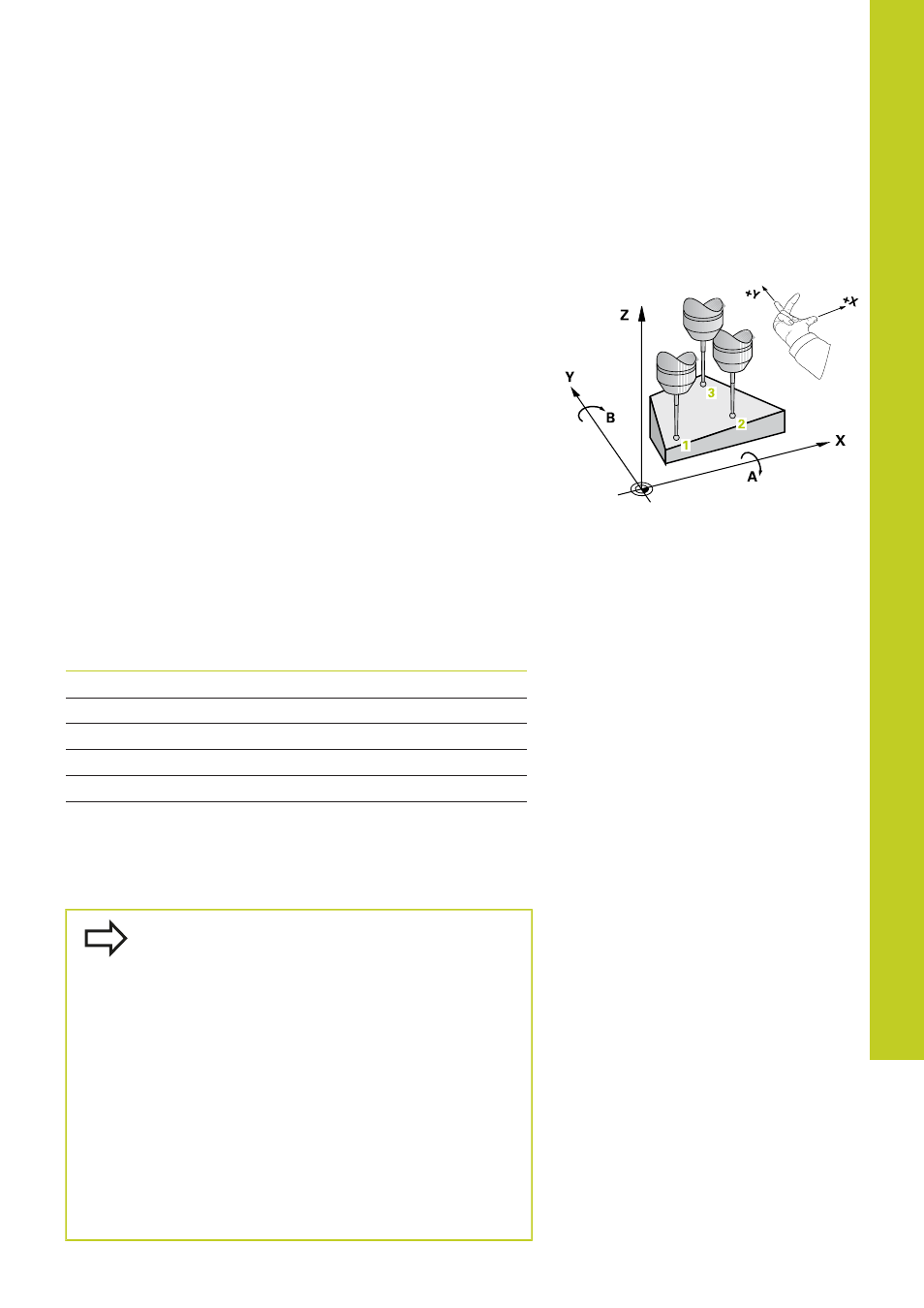
Zyklusablauf
Der Tastsystem-Zyklus 431 ermittelt die Winkel einer Ebene durch
Messung dreier Punkte und legt die Werte in Systemparametern
ab.
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 266) zum programmierten Antastpunkt
1
und
misst dort den ersten Ebenenpunkt. Die TNC versetzt dabei
das Tastsystem um den Sicherheits-Abstand entgegen der
Antastrichtung
2 Anschließend fährt das Tastsystem zurück auf die Sichere Höhe,
danach in der Bearbeitungsebene zum Antastpunkt
2
und misst
dort den Istwert des zweiten Ebenenpunktes
3 Anschließend fährt das Tastsystem zurück auf die Sichere Höhe,
danach in der Bearbeitungsebene zum Antastpunkt
3
und misst
dort den Istwert des dritten Ebenenpunktes
4 Abschließend positioniert die TNC das Tastsystem zurück auf
die Sichere Höhe und speichert die ermittelten Winkelwerte in
folgenden Q-Parametern:
Parameter-Nummer
Bedeutung
Q158
Projektionswinkel der A-Achse
Q159
Projektionswinkel der B-Achse
Q170
Raumwinkel A
Q171
Raumwinkel B
Q172
Raumwinkel C
Q173 bis Q175
Messwerte in der Tastsystem-Achse
(erste bis dritte Messung)
Beim Programmieren beachten!
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
Damit die TNC Winkelwerte berechnen kann, dürfen
die drei Messpunkte nicht auf einer Geraden liegen.
In den Parametern Q170 - Q172 werden die
Raumwinkel gespeichert, die bei der Funktion
Bearbeitungsebene Schwenken benötigt werden.
Über die ersten zwei Messpunkte bestimmen Sie die
Ausrichtung der Hauptachse beim Schwenken der
Bearbeitungsebene.
Der dritte Messpunkt legt die Richtung der
Werkzeug-Achse fest. Dritten Messpunkt in Richtung
positiver Y-Achse definieren, damit die Werkzeug-
Achse im rechtsdrehenden Koordinatensystem richtig
liegt.