Zyklusparameter – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 94
Bearbeitungszyklen: Gewindebohren / Gewindefräsen
4.3
GEWINDEBOHREN ohne Ausgleichsfutter GS NEU (Zyklus 207,
DIN/ISO: G207)
4
94
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Achtung Kollisionsgefahr!
Mit Maschinen-Parameter displayDepthErr stellen Sie
ein, ob die TNC bei der Eingabe einer positiven Tiefe
eine Fehlermeldung ausgeben soll (on) oder nicht
(off).
Beachten Sie, dass die TNC bei positiv
eingegebener Tiefe die Berechnung der Vorposition
umkehrt. Das Werkzeug fährt also in der Werkzeug-
Achse mit Eilgang auf Sicherheits-Abstand unter die
Werkstück-Oberfläche!
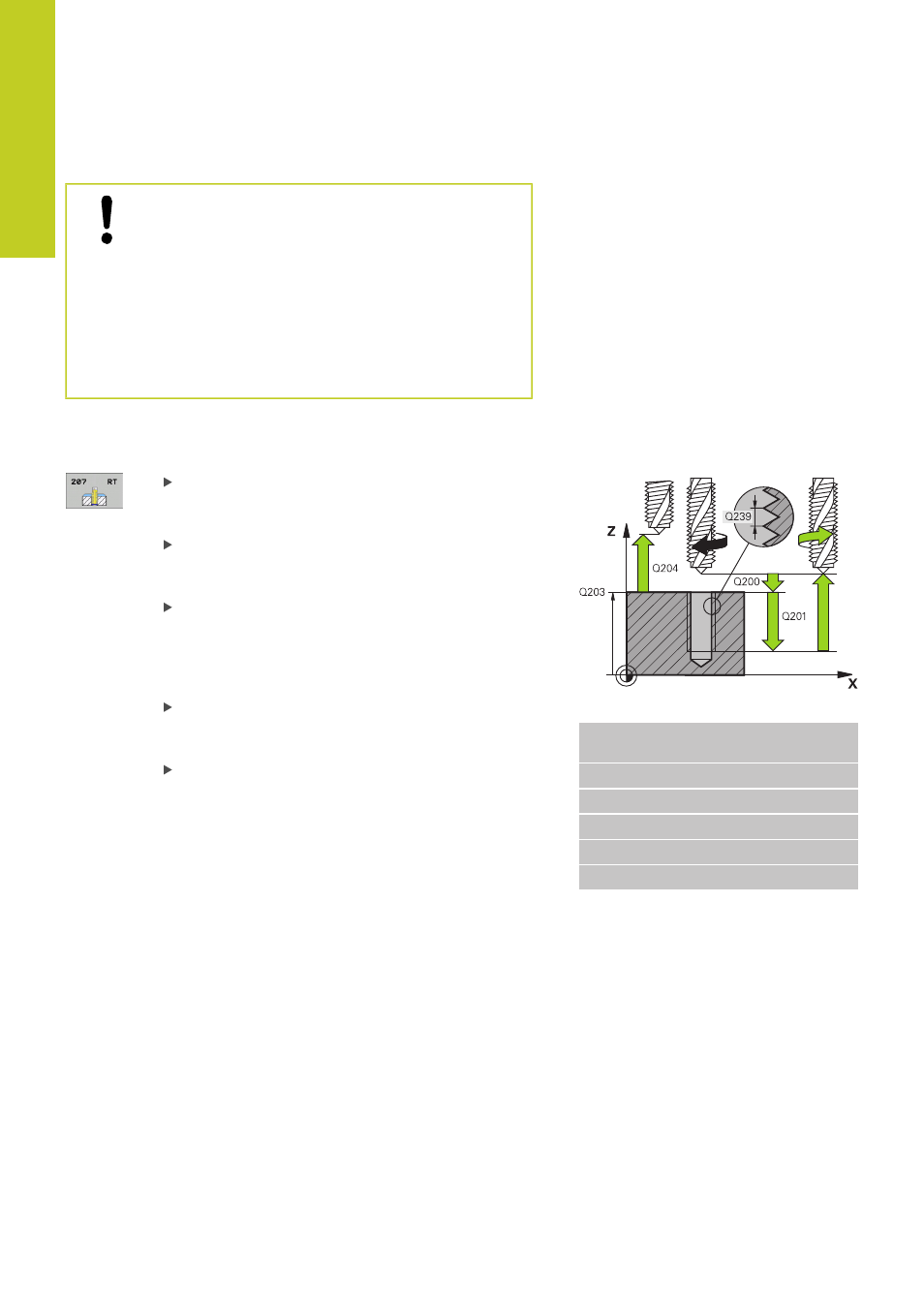
Zyklusparameter
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
Gewindetiefe Q201 (inkremental): Abstand
zwischen Werkstück-Oberfläche und Gewindegrund.
Eingabebereich -99999,9999 bis 99999,9999
Gewindesteigung Q239: Steigung des Gewindes.
Das Vorzeichen legt Rechts- oder Linksgewinde fest:
+ = Rechtsgewinde
– = Linksgewinde Eingabebereich -99,9999 bis
99,9999
Koord. Werkstück-Oberfläche Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
NC-Sätze
26 CYCL DEF 207 GEW.-BOHREN GS
NEU
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q239=+1
;GEWINDESTEIGUNG
Q203=+25
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindeschneid-Vorgangs die externe
Stopp-Taste drücken, zeigt die TNC den Softkey MANUELL
VERFAHREN an. Wenn Sie MANUEL VERFAHREN drücken,
können Sie das Werkzeug gesteuert freifahren. Drücken Sie dazu
die positive Achsrichtungs-Taste der aktiven Spindelachse.