Multi-werkzeuge, Werkzeug-standzeitverwaltung, 1 w e rk z e ug-d a te nbank – HEIDENHAIN SW 68894x-03 Benutzerhandbuch
Seite 503
HEIDENHAIN CNC PILOT 640
503
7.
1 W
e
rk
z
e
ug-D
a
te
nbank
Multi-Werkzeuge
Ein Werkzeug mit mehreren Schneiden oder mit mehreren
Referenzpunkten wird als Multi-Werkzeug bezeichnet. Dabei wird für
jede Schneide bzw. für jeden Referenzpunkt ein Datensatz angelegt.
Anschließend werden alle Datensätze des Multi-Werkzeugs
„verkettet“ (siehe „Multi-Werkzeuge bearbeiten” auf Seite 509).
In der Werkzeugliste wird in der Spalte „MU“ für jeden Datensatz
eines Multi-Werkzeugs die Position innerhalb der Multi-
Werkzeugkette aufgeführt. Die Zählung beginnt mit „0“.
Multi-Werkzeuge werden mit allen Schneiden bzw. Referenzpunkten
in der Revolverliste angezeigt.
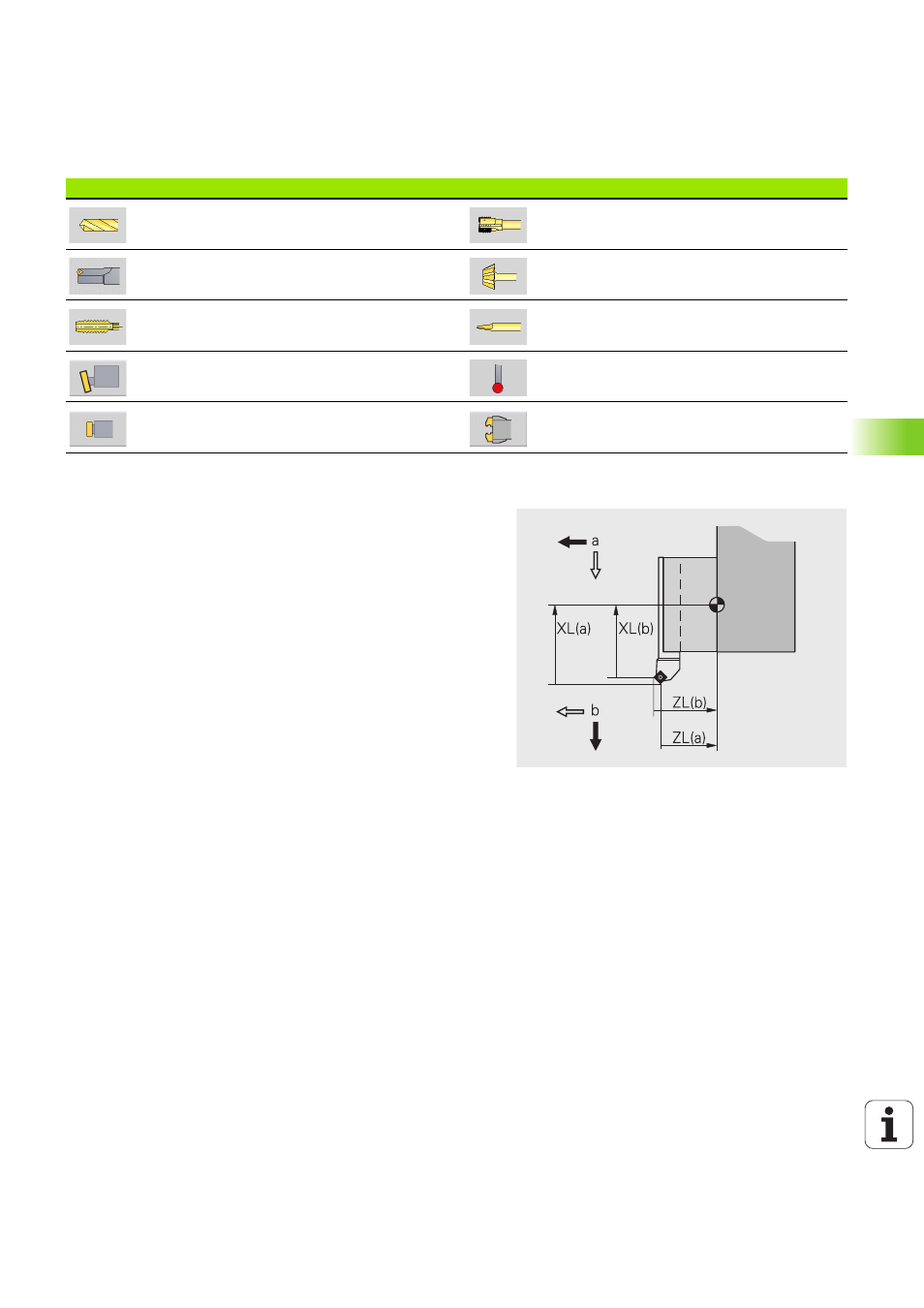
Das Bild rechts zeigt ein Werkzeug mit zwei Referenzpunkten.
Werkzeug-Standzeitverwaltung
Die CNC PILOT merkt sich die Einsatzzeit eines Werkzeugs (Zeit, die
das Werkzeug im Vorschub verfahren wird) bzw. zählt die Anzahl
Werkstücke, die mit dem Werkzeug produziert werden. Das ist die
Grundlage für die Werkzeugstandzeitverwaltung.
Ist die Standzeit eines Werkzeugs abgelaufen oder die Stückzahl
erreicht, setzt das System
das Diagnosebit 1. Hiermit wird vor dem
nächsten Aufruf des Werkzeugs eine Fehlermeldung ausgegeben und
die Programmausführung gestoppt, wenn kein Austauschwerkzeug
vorhanden ist.
Das begonnene Werkstück kann mit NC-Start fertiggestellt werden.
Spiralbohrer (Seite 524)
Wendeplattenbohrer (Seite 524)
Winkelfräser (Seite 532)
Gewindebohrer (Seite 529)
Rändelwerkzeug (Seite 533)
Anschlagwerkzeug (Seite 536)
Greifer (Seite 537)
Werkzeugtypen
Werkzeugtypen