Andere werkzeuge verwenden: delta-werte, 3d-korrektur ohne werkzeug-orientierung – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 174
174
5 Programmieren: Werkzeuge
5.4 Dr
eidimensionale W
e
rk
z
e
ug-K
o
rr
ekt
ur (Sof
tw
ar
e-Option
2)
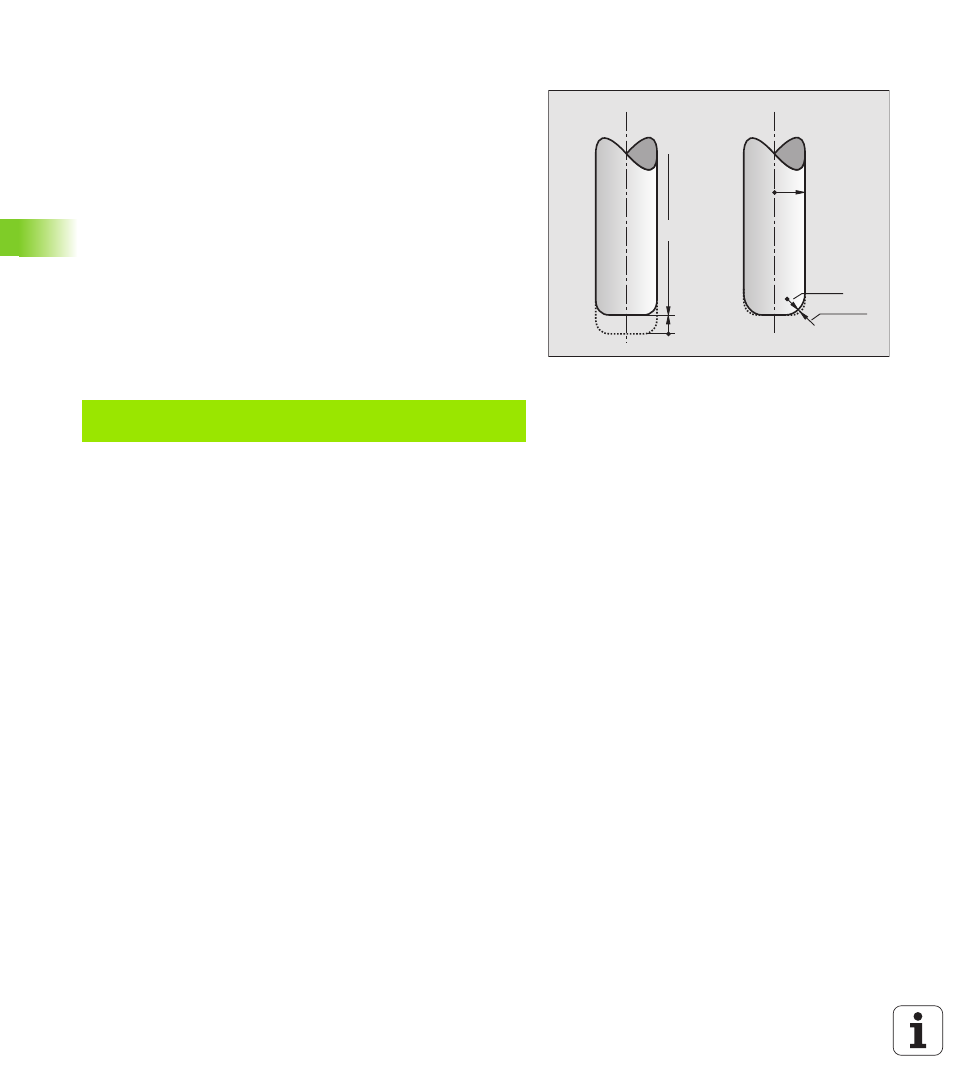
Andere Werkzeuge verwenden: Delta-Werte
Wenn Sie Werkzeuge einsetzen, die andere Abmessungen haben als
die ursprünglich vorgesehenen Werkzeuge, dann tragen Sie den
Unterschied der Längen und Radien als Delta-Werte in die Werkzeug-
Tabelle oder in den Werkzeug-Aufruf TOOL CALL ein:
Positiver Delta-Wert DL, DR, DR2: Die Werkzeugmaße sind größer
als die des Original-Werkzeugs (Aufmaß)
Negativer Delta-Wert DL, DR, DR2: Die Werkzeugmaße sind kleiner
als die des Original-Werkzeugs (Untermaß)
Die TNC korrigiert dann die Werkzeug-Position um die Summe der
Delta-Werte aus der Werkzeug-Tabelle und dem Werkzeug-Aufruf.
3D-Korrektur ohne Werkzeug-Orientierung
Die TNC versetzt das Werkzeug in Richtung der Flächennormalen um
die Summe der Delta-Werte (Werkzeug-Tabelle und TOOL CALL).
Beispiel: Satz-Format mit Flächennormalen
Vorschub F und Zusatzfunktion M können Sie in der Betriebsart Pro-
gramm-Einspeichern/Editieren eingeben und ändern.
Die Koordinaten des Geraden-Endpunkts und die Komponenten der
Flächennormalen sind vom CAD-System vorzugeben.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21.954 Z+33.165
NX+0.2637581 NY+0.0078922 NZ-0.8764339 F1000 M3
LN
:
Gerade mit 3D-Korrektur
X, Y, Z
:
Korrigierte Koordinaten des Geraden-Endpunkts
NX, NY, NZ
:
Komponenten der Flächennormalen
F
:
Vorschub
M
:
Zusatzfunktion