HEIDENHAIN TNC 122 User Manual Benutzerhandbuch
Seite 21
3
Handbetrieb und Einrichten
TNC 122
21
Bezugspunkt-Setzen: Positionen anfahren und Ist-Werte eingeben
Beim Bezugspunkt-Setzen kratzen Sie eine Werkstück-Kante
nach der anderen mit dem Werkzeug an und geben die Werkzeug-
Position als Bezugspunkt ein.
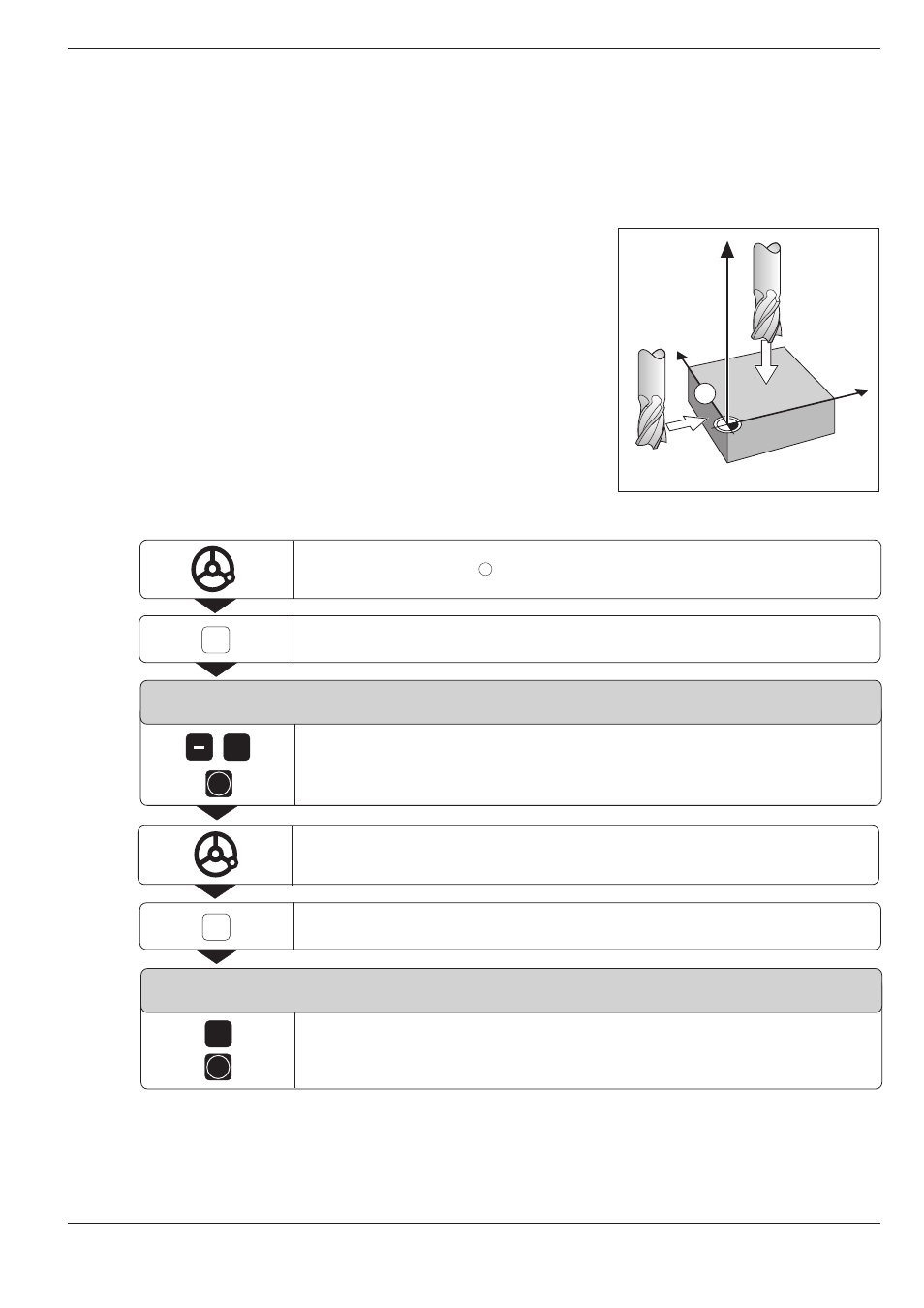
Beispiel: Werkstück-Bezugspunkt setzen in der X- und Z-Achse
Bearbeitungsebene: X / Y
Werkzeug-Achse:
Z
Werkzeug-Radius:
R = 5 mm
Reihenfolge beim
Setzen in diesem
Beispiel:
X – Z
Vorbereitung
⇒
⇒
⇒
⇒
⇒ Setzen Sie das Werkzeug ein.
⇒
⇒
⇒
⇒
⇒ Geben Sie die Werkzeug-Daten ein.
⇒
⇒
⇒
⇒
⇒ Schalten Sie die Spindel ein, z.B. mit der Zusatz-Funktion M 3.
Betriebsart: MANUELLER BETRIEB
Y
X
1
Z
Werkstück an Kante
1
ankratzen.
Achse wählen: X-Achse.
X
5
ENT
Position des Werkzeug-Mittelpunkts ( X = – 5 mm ) eingeben
und
X-Koordinate des Bezugspunkts in die Anzeige übernehmen.
B E Z U G S P U N K T X =
X =
Werkstück-Oberfläche ankratzen.
Achse wählen: Z-Achse.
Z
0
ENT
B E Z U G S P U N K T Z =
Z =
Position der Werkzeug-Spitze ( Z = 0 mm ) eingeben
und
Z-Koordinate des Bezugspunkts in die Anzeige übernehmen.