Positionen eingeben und anfahren, 0y r 0 2 y, 03 x r 0 x – HEIDENHAIN TNC 122 User Manual Benutzerhandbuch
Seite 25
4
Positionieren mit Handeingabe
TNC 122
25
Positionen eingeben und anfahren
Für eine einfache Bearbeitung geben Sie in der Betriebsart
POSITIONIEREN MIT HANDEINGABE die Koordinaten direkt ein.
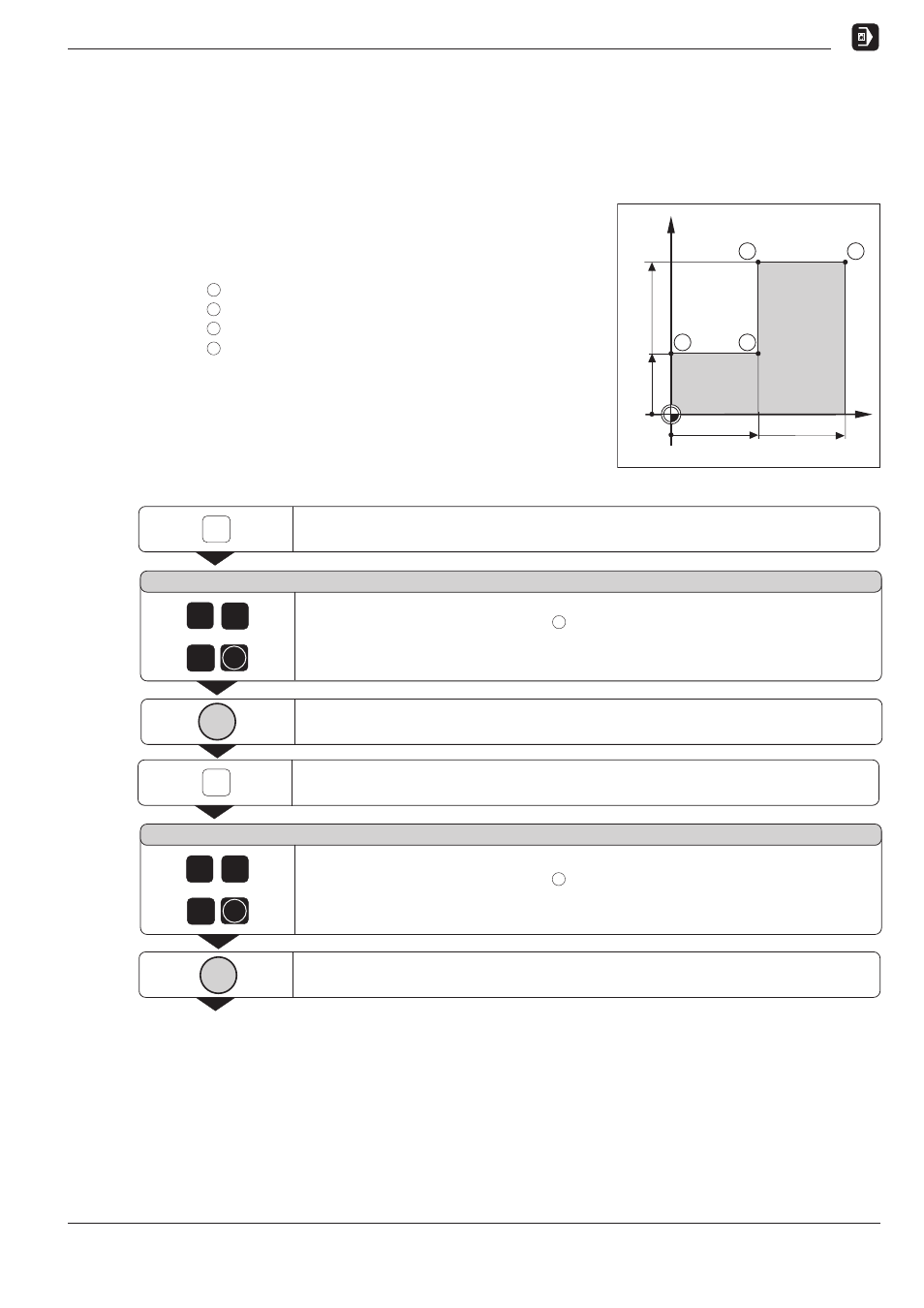
Beispiel: Stufe fräsen
Die Koordinaten werden als Absolutmaße eingegeben,
Bezugspunkt ist der Werkstück-Nullpunkt.
Eckpunkt
1
: X = 0 mm
Y = 20 mm
Eckpunkt
2
: X = 30 mm
Y = 20 mm
Eckpunkt
3
: X = 30 mm
Y = 50 mm
Eckpunkt
4
: X = 60 mm
Y = 50 mm
Vorbereitung:
⇒
⇒
⇒
⇒
⇒ Geben Sie die Werkzeug-Daten ein.
⇒
⇒
⇒
⇒
⇒ Positionieren Sie das Werkzeug sinnvoll vor
(z.B. X = Y = – 20 mm).
⇒
⇒
⇒
⇒
⇒ Fahren Sie das Werkzeug auf die Frästiefe.
Betriebsart: POSITIONIEREN MIT HANDEINGABE
Y
X
1
2
3
4
60
30
20
50
0
0
Y-Achse wählen.
0
Y
R 0
2
Y
Werkzeug auf eingegebene Koordinate fahren.
X-Achse wählen.
0
3
X
R 0
X
Werkzeug auf eingegebene Koordinate fahren.
I
I
Y blinkt:
Positions-Sollwert für Eckpunkt
1
eingeben: Y = + 20 mm,
Werkzeugradius-Korrektur wählen: R + und
Eingabe bestätigen.
X blinkt:
Positions-Sollwert für Eckpunkt
2
eingeben: X = + 30 mm,
Werkzeugradius-Korrektur wählen: R – und
Eingabe bestätigen.
R
+
/
–
ENT
R
+
/
–
ENT