HEIDENHAIN TNC 122 User Manual Benutzerhandbuch
Seite 45
5
Programme einspeichern
TNC 122
45
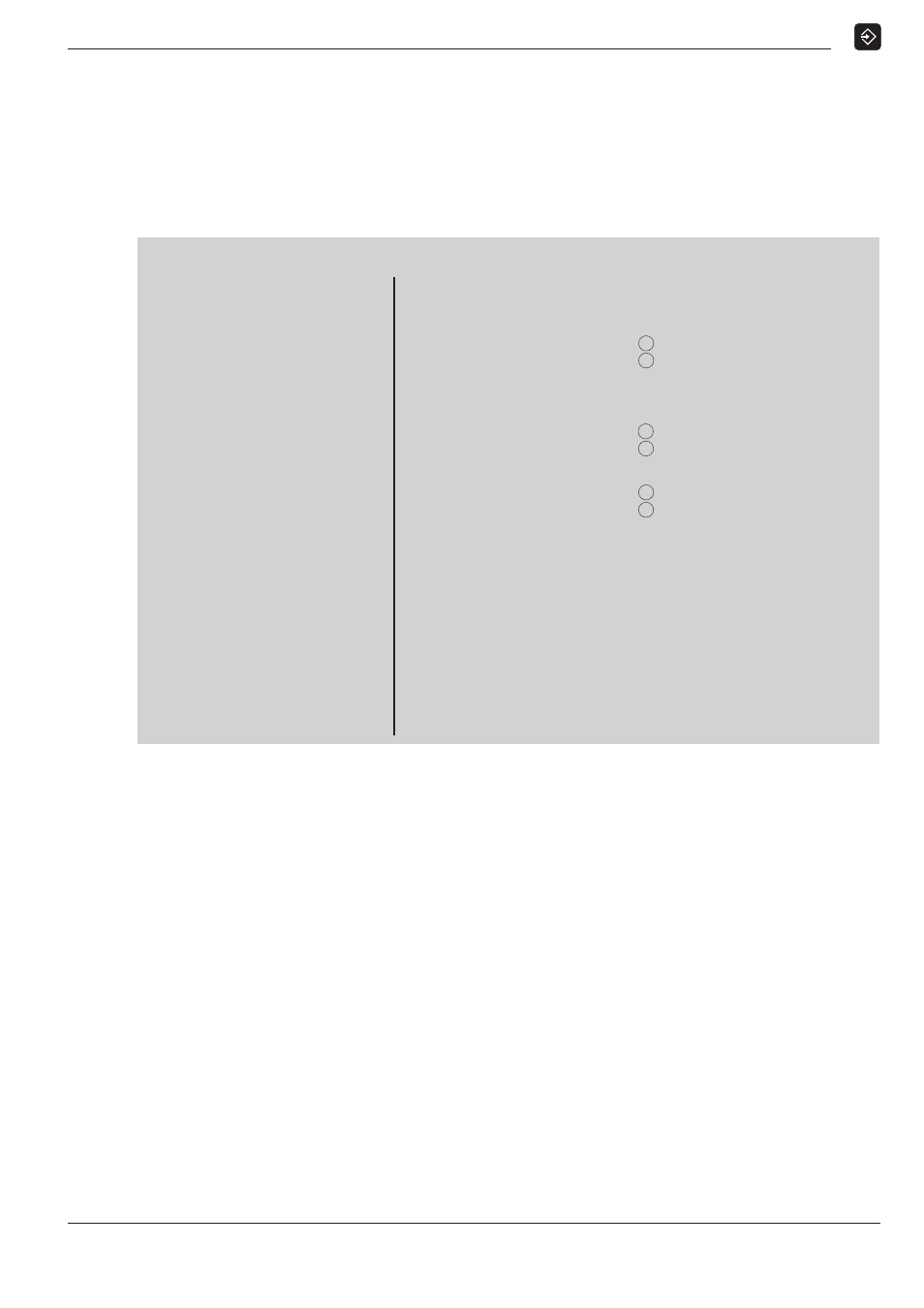
Unterprogramm
Nach einem CALL L-Satz werden in der Betriebsart
PROGRAMMLAUF die Programm-Sätze ausgeführt, die in dem
Unterprogramm zwischen dem LBL-Satz mit der aufgerufenen
Nummer und dem nächsten Satz mit LBL 0 stehen.
Das Unterprogramm wird auch ohne einen CALL L-Satz
mindestens einmal abgearbeitet.
Programm-Sätze
0
BEGIN PGM 6
Programm-Anfang und Programm-Nummer
1
F 9999
Hoher Vorschub zum Vorpositionieren
2
Z+20.000
Sichere Höhe
3
X+20.000
R0
X-Koordinate Einstichpunkt Nut
1
4
Y+10.000
R0
Y-Koordinate Einstichpunkt Nut
1
5
M 3
Spindel EIN, Rechtslauf
6
CALL L 1
Aufruf von Unterprogramm 1: Sätze 16 bis 20 abarbeiten
7
X+40.000
R0
X-Koordinate Einstichpunkt Nut
2
8
Y+50.000
R0
Y-Koordinate Einstichpunkt Nut
2
9
CALL L 1
Aufruf von Unterprogramm 1: Sätze 16 bis 20 abarbeiten
10
X+60.000
R0
X-Koordinate Einstichpunkt Nut
3
11
Y+40.000
R0
Y-Koordinate Einstichpunkt Nut
3
12
CALL L 1
Aufruf von Unterprogramm 1: Sätze 16 bis 20 abarbeiten
13
Z+20.000
Sichere Höhe
14
M 2
Programmlauf HALT, Spindel AUS, Kühlmittel AUS
15
LBL 1
Anfang von Unterprogramm 1
16
F 200
Bearbeitungsvorschub während des Unterprogramms
17
Z–10.000
Einstechen auf Nut-Tiefe
18
IY+20.000
R0
Nut fräsen
19
F 9999
Hoher Vorschub zum Freifahren und Vorpositionieren
20
Z+2.000
Freifahren
21
LBL 0
Ende von Unterprogramm 1
22
END PGM 6
Programm-Ende und Programm-Nummer