Unterprogramm, L b l – HEIDENHAIN TNC 122 User Manual Benutzerhandbuch
Seite 44
5
Programme einspeichern
44
TNC 122
Y
X
60
50
0
0
40
20
40
10
20
8
3
2
1
Für dieses Beispiel benötigen Sie einen Fräser
mit Stirnzahn über Mitte schneidend (DIN 844)!
Beispiel: Label für Unterprogramm setzen
Betriebsart: PROGRAMM-EINSPEICHERN/EDITIEREN
Unterprogramm
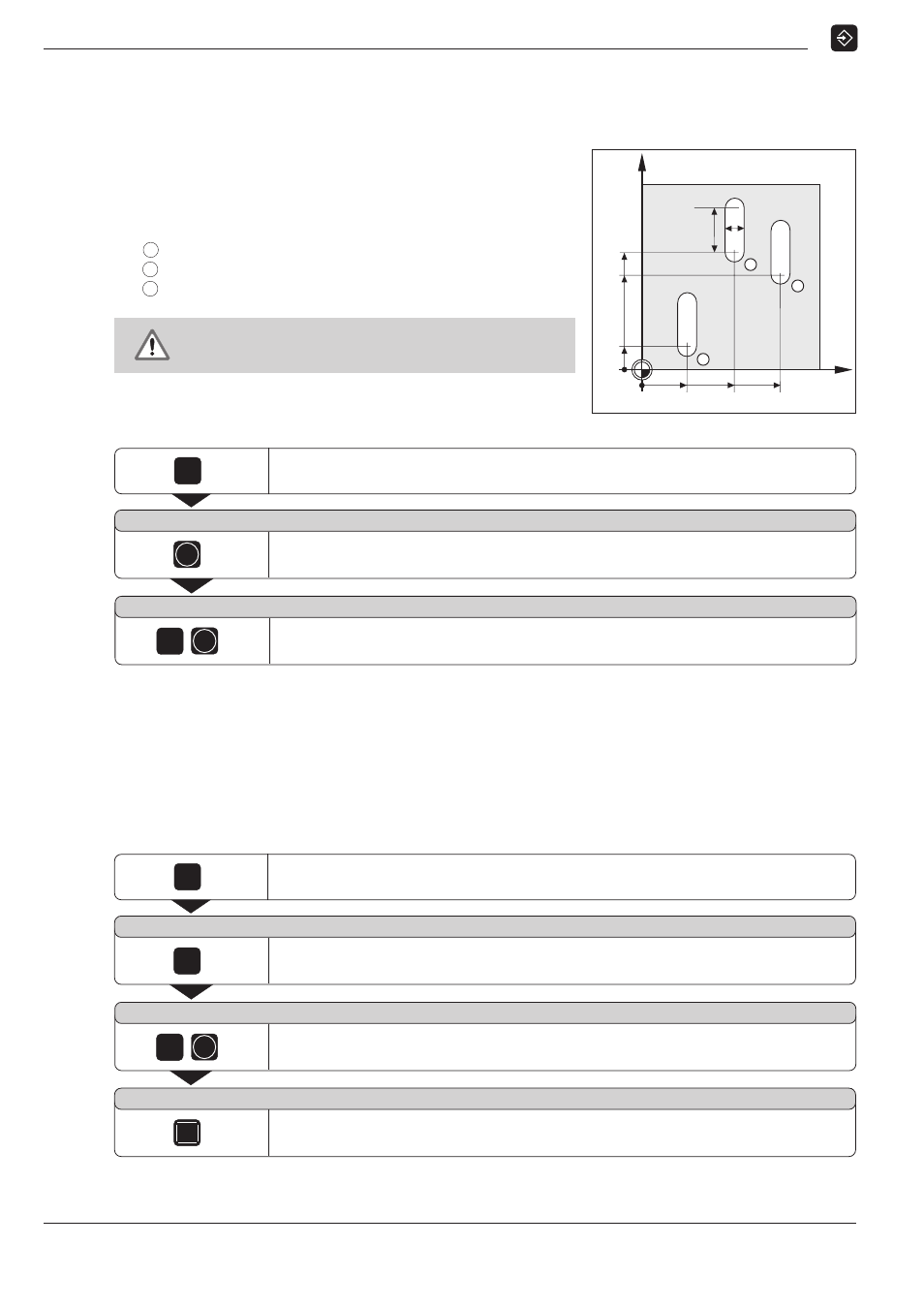
Programm-Beispiel: Unterprogramm für Nuten
Länge einer Nut:
20 mm + Werkzeug-Durchmesser
Tiefe einer Nut: – 10 mm
Nut-Durchmesser: 8 mm (= Werkzeug-Durchmesser)
Koordinaten des Einstichpunkts
Nut
1
:
X = 20 mm
Y = 10 mm
Nut
2
:
X = 40 mm
Y = 50 mm
Nut
3
:
X = 60 mm
Y = 40 mm
Funktion LBL wählen.
LBL
S E T = E N T / C A L L = L B L
ENT
Funktion SET (Label setzen) wählen.
L B L ...
ENT
5
Mit dem Label ist jetzt der Anfang eines Unterprogramms (oder
einer Programmteil-Wiederholung) gekennzeichnet. Die Programm-
Sätze für das Unterprogramm geben Sie hinter den LBL-Satz ein.
Label 0 ( LBL 0 ) kennzeichnet immer das Ende eines Unter-
programms!
Beispiel: Unterprogramm-Aufruf eingeben - CALL L
Betriebsart: PROGRAMM-EINSPEICHERN/EDITIEREN
Label-Nummer eingeben.
Eingabe bestätigen. Programmsatz: LBL 5
C A L L L 5 R
R (repeats: engl. „Wiederholungen“) hat für Unterprogramme keine Bedeu-
tung. Mit NO ENT übergehen Sie diese Eingabe. Programmsatz: CALL L5
Funktion LBL wählen.
LBL
S E T = E N T / C A L L = L B L
LBL
Funktion CALL (Label rufen) wählen.
C A L L L 0
ENT
5
Label-Nummer eingeben.
Eingabe bestätigen.
NO
ENT