Seite 557 – HEIDENHAIN iTNC 530 (340 49x-06) Benutzerhandbuch
Seite 557
HEIDENHAIN iTNC 530
557
14.6 3D-T
astsyst
e
m k
a
libr
ier
en
Wirksamen Radius kalibrieren und Tastsystem-
Mittenversatz ausgleichen
Die Tastsystem-Achse fällt normalerweise nicht genau mit der
Spindelachse zusammen. Die Kalibrier-Funktion erfasst den Versatz
zwischen Tastsystem-Achse und Spindelachse und gleicht ihn
rechnerisch aus.
Abhängig von der Einstellung des Maschinen-Parameters 6165
(Spindelnachführung aktiv/inaktiv) läuft die Kalibrier-Routine
unterschiedlich ab. Während bei aktiver Spindelnachführung der
Kalibriervorgang mit einem einzigen NC-Start abläuft, können Sie bei
inaktiver Spindelnachführung entscheiden, ob Sie den Mittenversatz
kalibrieren wollen oder nicht.
Bei der Mittenversatz-Kalibrierung dreht die TNC das 3D-Tastsystem
um 180°. Die Drehung wird durch eine Zusatz-Funktion ausgelöst, die
der Maschinenhersteller im Maschinen-Parameter 6160 festlegt.
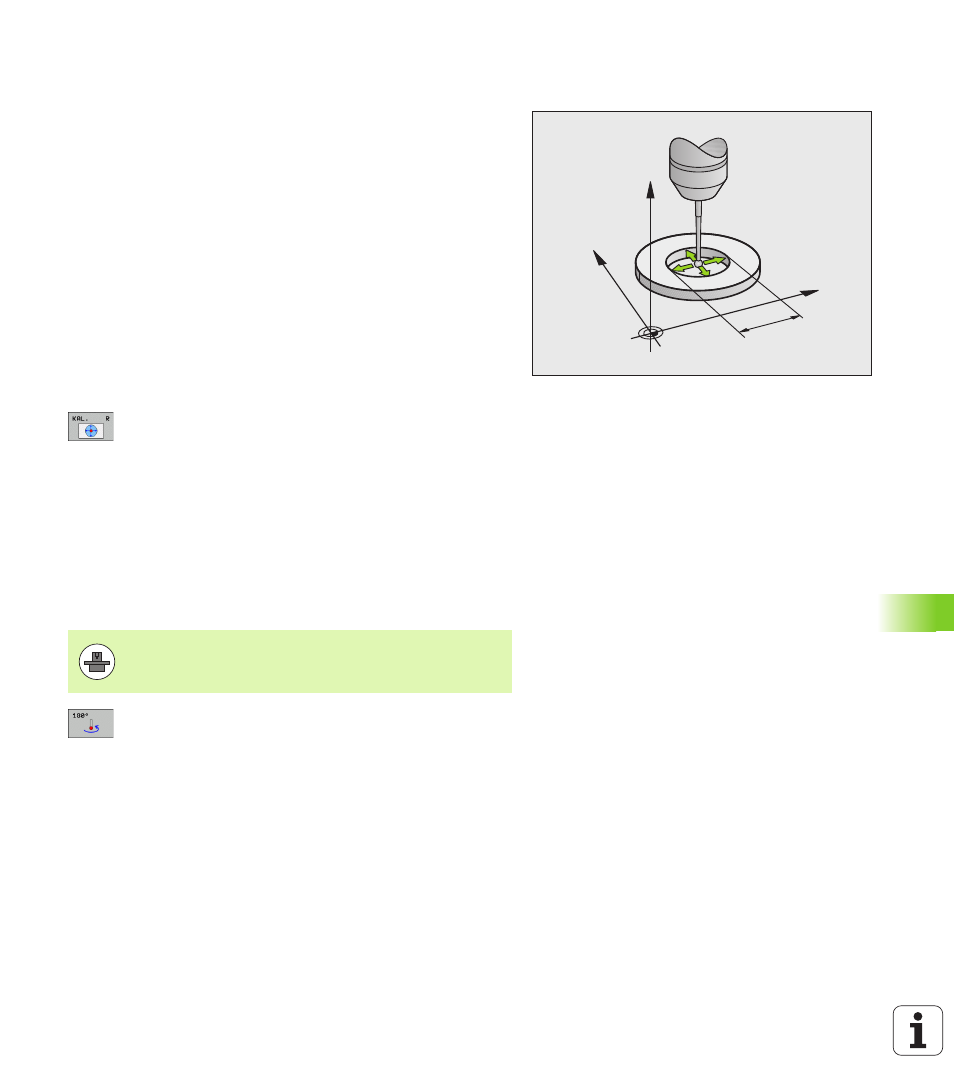
Gehen Sie beim manuellen Kalibrieren wie folgt vor:
U
Tastkugel im Manuellen Betrieb in die Bohrung des Einstellrings
positionieren
U
Kalibrier-Funktion für den Tastkugel-Radius und den
Tastsystem-Mittenversatz wählen: Softkey KAL. R
drücken
U
Werkzeug-Achse wählen, Radius des Einstellrings
eingeben
U
Antasten: 4x externe START-Taste drücken. Das 3D-
Tastsystem tastet in jede Achsrichtung eine Position
der Bohrung an und errechnet den wirksamen
Tastkugel-Radius
U
Wenn Sie die Kalibrierfunktion jetzt beenden
möchten, dann Softkey ENDE drücken
U
Tastkugel-Mittenversatz bestimmen: Softkey 180°
drücken. Die TNC dreht das Tastsystem um 180°
U
Antasten: 4 x externe START-Taste drücken. Das 3D-
Tastsystem tastet in jede Achsrichtung eine Position
in der Bohrung und errechnet den Tastsystem-
Mittenversatz
Y
X
Z
10
Um den Tastkugel-Mittenversatz zu bestimmen, muss die
TNC vom Maschinenhersteller vorbereitet sein.
Maschinenhandbuch beachten!