200 a – h35 plasma/n, H35 / n, Rostfreier stahl – Hypertherm HT2000LHF Benutzerhandbuch
Seite 146: Nur über wasser
ANHANG A: ARGON-WASSERSTOFF SCHNEIDEN UND FUGENHOFELN
6
HySpeed HT2000LHF
Betriebsanleitung
a-9
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (N
2
)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(H35)
(H35)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
1
⁄
4
"
6 mm
25
25
60/4
5
10
135
1600
1,0
3
⁄
8
"
10 mm
5
10
140
1300
1,0
1
⁄
2
"
12 mm
42
42
130
5
10
140
1100
2,0
5
⁄
8
"
15 mm
l/min
l/min
l/min
6
12
145
940
2,0
3
⁄
4
"
20 mm
6
12
150
810
2,5
7
⁄
8
"
22 mm
8
16
155
690
2,5
1"
25 mm
8
16
155
560
1
1
⁄
4
"
32 mm
8
16
165
400
1
1
⁄
2
"
38 mm
8
16
170
280
1
3
⁄
4
"
44 mm
8
16
180
200
2"
50 mm
8
16
185
150
Rostfreier Stahl
200 A – H35 Plasma/N
2
Sekundär
Argon-Wasserstoff-Regelventil (Nr. 073109) erforderlich
Diese Gaskombination (H35 = 35% Wasserstoff, 65% Argon) ergibt eine maximale Dicken-Schneide-Fähigkeit,
minimales Bartbildungsniveau, minimale Oberflächen-Kontaminierung, hervorragende Schweißbarkeit und
exzellente Schneidequalität. Die Lebensdauer der Elektrode ist bei Verwendung dieser Kombination länger.
1" = 1 inch = 25.4 mm; 1 scfh = 28.316 l/min.; 1 psi = .0689 bar = 6.895 KPa
Anmerkungen: Argon-Wasserstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Stickstoff Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden über 22 mm Dicke wird nicht empfohlen.
Über 38 mm Blechdicke fallen ausgeschnittene Teile normalerweise nicht aus dem Blech.
Nur über Wasser
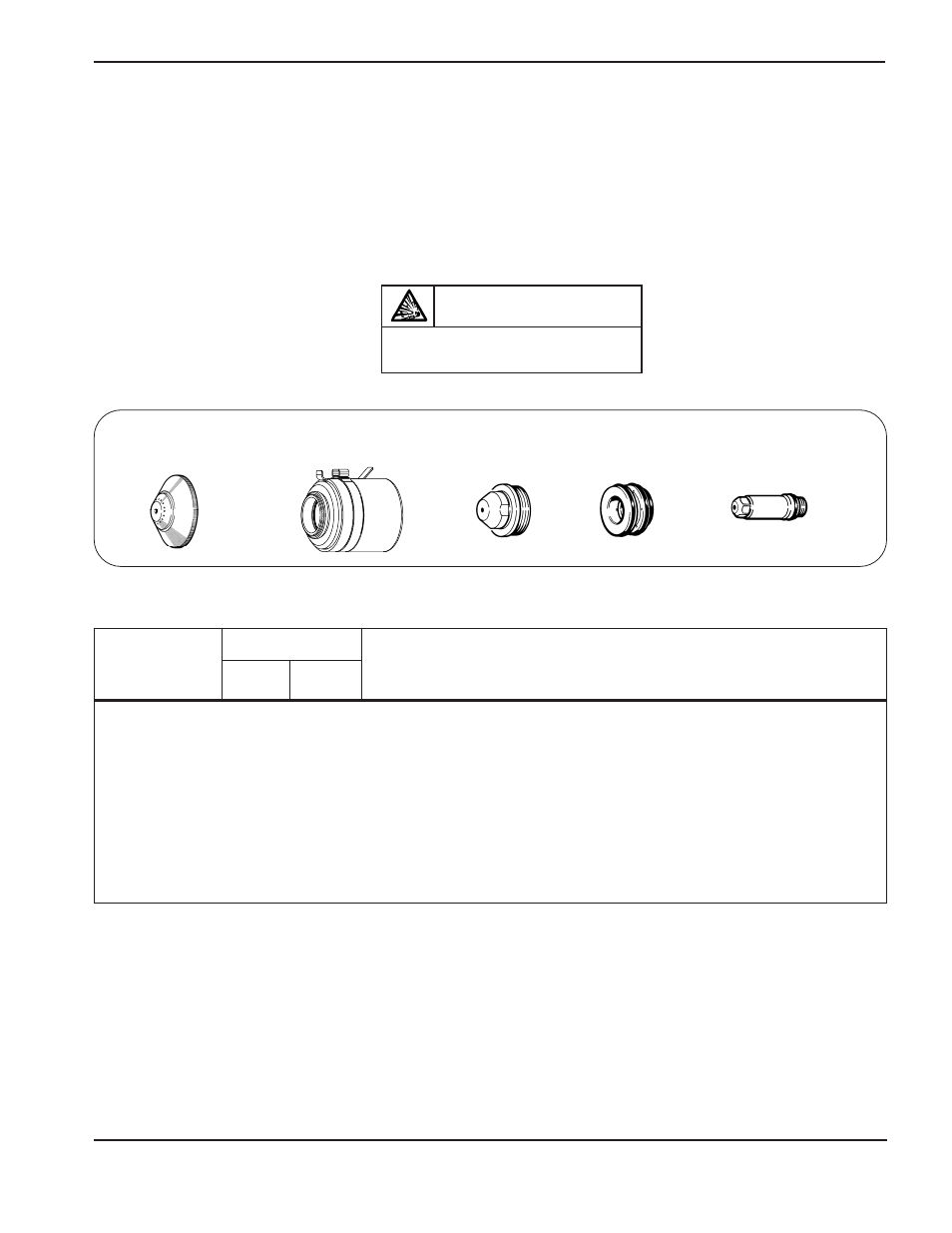
WARNUNG
Beim Schneiden mit Argon-Wasserstoff
keine Wasserglocke verwenden!
020602
Schild
120837
Brennerkappe
020608
Düse
020607
Wirbelring
020415
Elektrode