100 a – h35 plasma/n, H35 / n, A-10 – Hypertherm HT2000LHF Benutzerhandbuch
Seite 147: Rostfreier stahl, Nur über wasser
ANHANG A: ARGON-WASSERSTOFF SCHNEIDEN UND FUGENHOFELN
6
a-10
HySpeed HT2000LHF
Betriebsanleitung
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (N
2
)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(H35)
(H35)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
1
⁄
8
"
3 mm
13
13
60/4
2,5
5
130
1260
3
⁄
16
"
5 mm
3
6
135
1060
0,5
1
⁄
4
"
6 mm
22
22
130
5
10
140
890
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
5
10
140
750
0,5
1
⁄
2
"
13 mm
5
10
145
630
1,0
Rostfreier Stahl
100 A – H35 Plasma/N
2
Sekundär
Argon-Wasserstoff-Regelventil (Nr. 037109) erforderlich
Diese Gaskombination ergibt eine gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr wirtschatflich.
Es kann etwas Oberflächennitrierung auftreten und eine Oberflächen-Oxidation der Legierungselemente kann
entstehen.
1" = 1 inch = 25.4 mm; 1 scfh = 28.316 l/min.; 1 psi = .0689 bar = 6.895 KPa
Anmerkungen: Argon-Wasserstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Stickstoff Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden über 10 mm Dicke wird nicht empfohlen.
Nur über Wasser
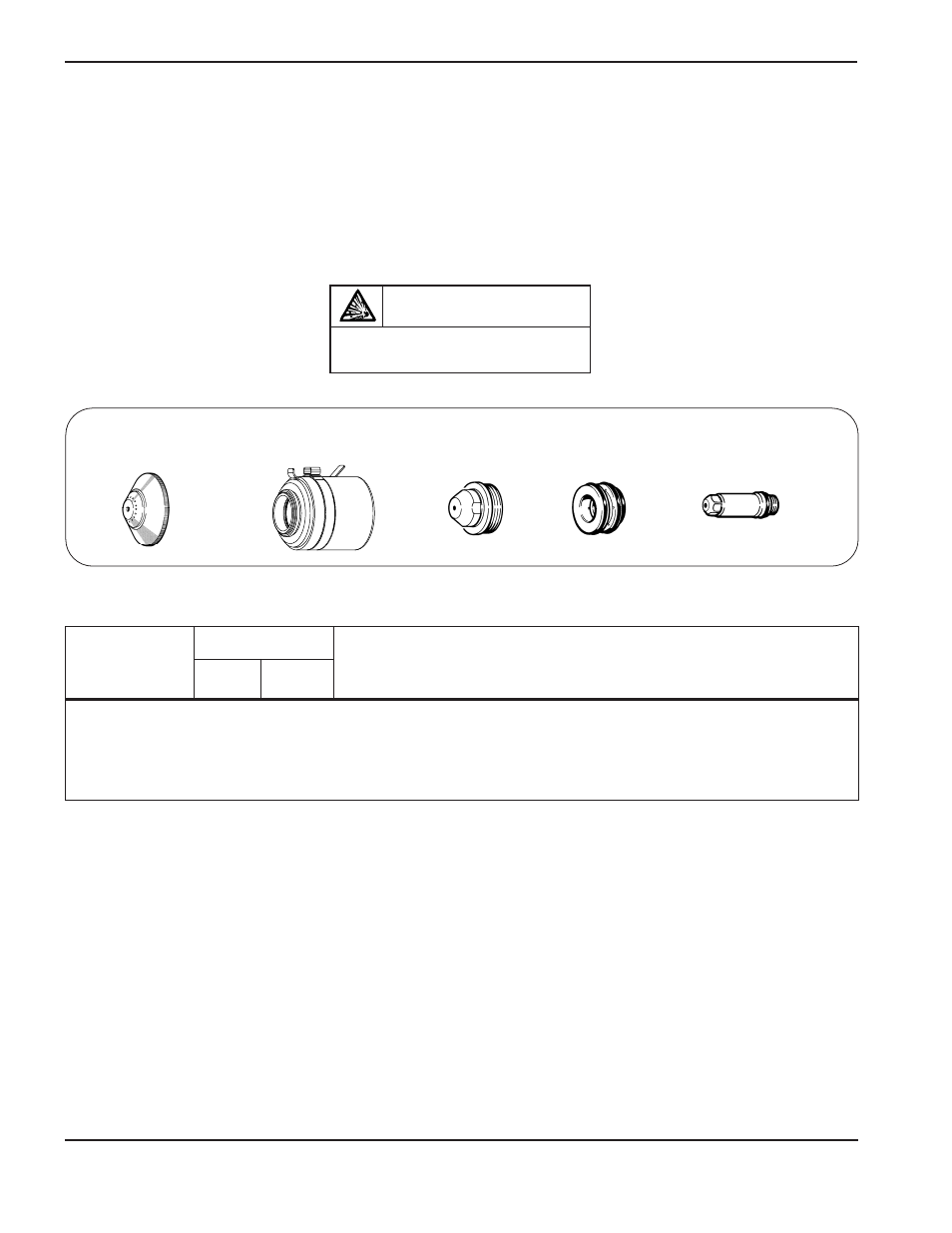
WARNUNG
Beim Schneiden mit Argon-Wasserstoff
keine Wasserglocke verwenden!
020448
Schild
120837
Brennerkappe
020611
Düse
020607
Wirbelring
020415
Elektrode