Kontur-daten (zyklus g120) 125, Kontur-daten (zwingend erforderlich), G120 – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 131: 4 sl -zyklen
125
HEIDENHAIN TNCs der Serie 400
„Schnitt“ -Fläche
Die von A und B überdeckte Fläche soll bearbeitet werden. (Einfach
überdeckte Flächen sollen unbearbeitet bleiben.)
■
A und B müssen Taschen sein.
■
A muß innerhalb B beginnen.
Fläche A:
N 1 5 0 G 9 8 l 1 *
N 1 6 0 G 0 1 g 4 2 X + 6 0 Y + 5 0 *
N 1 7 0 i + 3 5 j + 5 0 *
N 1 8 0 G 0 2 X + 6 0 Y + 5 0 *
N 1 9 0 G 9 8 L 0 *
Fläche B:
n 2 0 0 G 9 8 L 2 *
n 2 1 0 G 0 1 G 4 2 X + 9 0 Y + 5 0 *
n 2 2 0 i + 6 5 j + 5 0 *
N 2 3 0 G 0 2 X + 9 0 Y + 5 0 *
n 2 4 0 G 9 8 l 0 *
KONTUR-DATEN (Zyklus G120)
In Zyklus G120 geben Sie Bearbeitungs-Informationen für die
Unterprogramme mit den Teilkonturen an.
Beachten Sie vor dem Programmieren
Zyklus G120 ist DEF-Aktiv, das heißt Zyklus G120 ist ab
seiner Definition im Bearbeitungs-Programm aktiv.
Das Vorzeichen des Parameters Q1 legt die Arbeits-
richtung fest.
Die in Zyklus G120 angegebenen Bearbeitungs-Informa-
tionen gelten für die Zyklen G121 bis G124.
Wenn Sie SL-Zyklen in Q-Parameter-Programmen anwen-
den, dann dürfen Sie die Parameter Q1 bis Q19 nicht als
Programm-Parameter benutzen.
120
ú
FRAESTIEFE Q1 (inkremental): Abstand zwischen
Werkstückoberfläche und Taschengrund.
ú
BAHN-ÜBERLAPPUNG FAKTOR Q2: Q2 x Werkzeug-
Radius ergibt die seitliche Zustellung k.
ú
SCHLICHTAUFMASS SEITE Q3 (inkremental):
Schlicht-Aufmaß in der Bearbeitungs-Ebene.
ú
SCHLICHTAUFMASS TIEFE Q4 (inkremental):
Schlicht-Aufmaß für die TIEFE.
ú
KOORDINATE WERKSTUECK-OBERFLAECHE Q5
(absolut): Absolute Koordinate der Werkstück-
Oberfläche
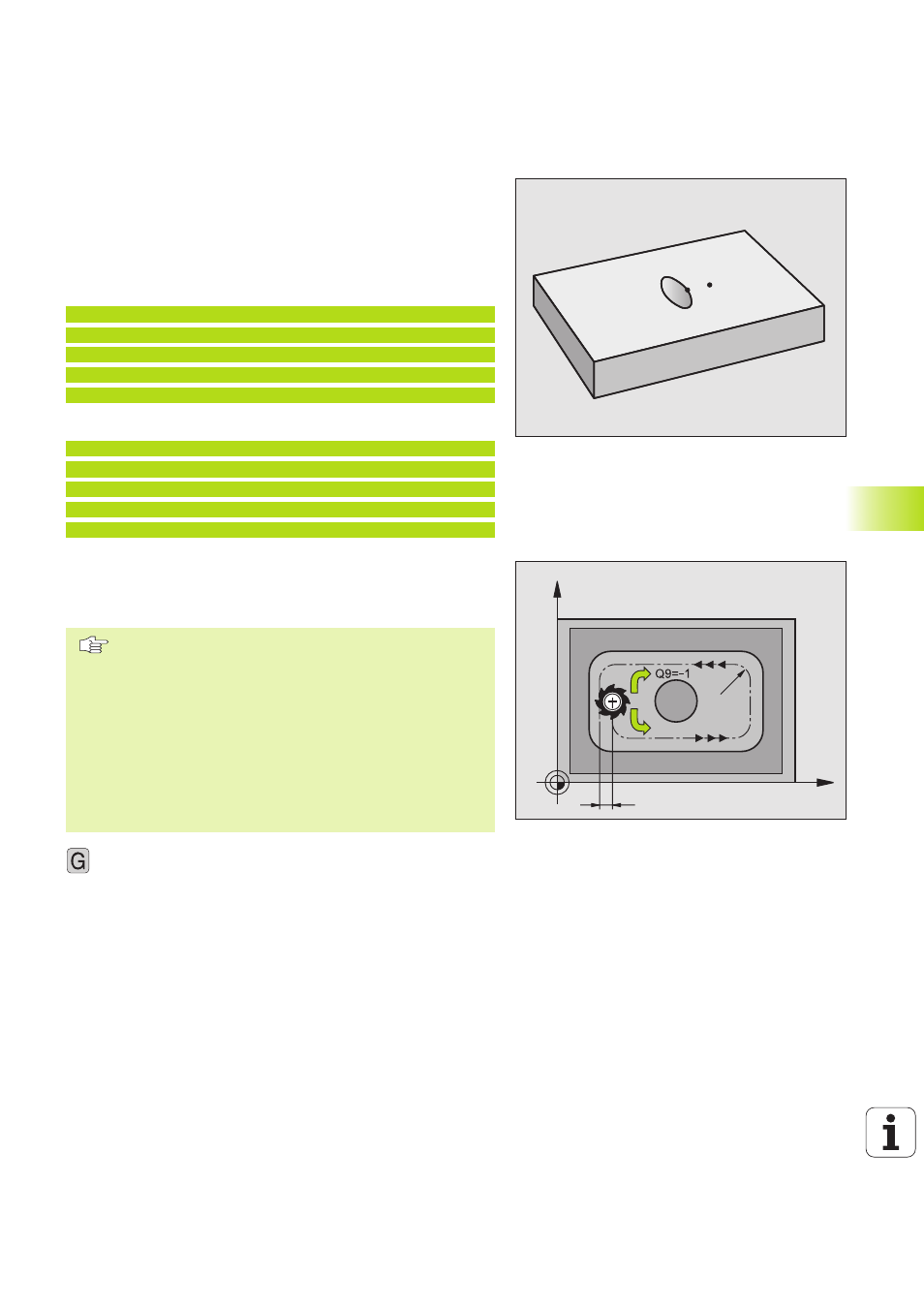
X
Y
k
Q9=+1
Q8
A
B