Nullpunkt-verschiebung, Konturen verschieben aus nullpunkt-tabellen, 5 zyklen zur k oor dinat en-umr e c hnung – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 143
137
HEIDENHAIN TNCs der Serie 400
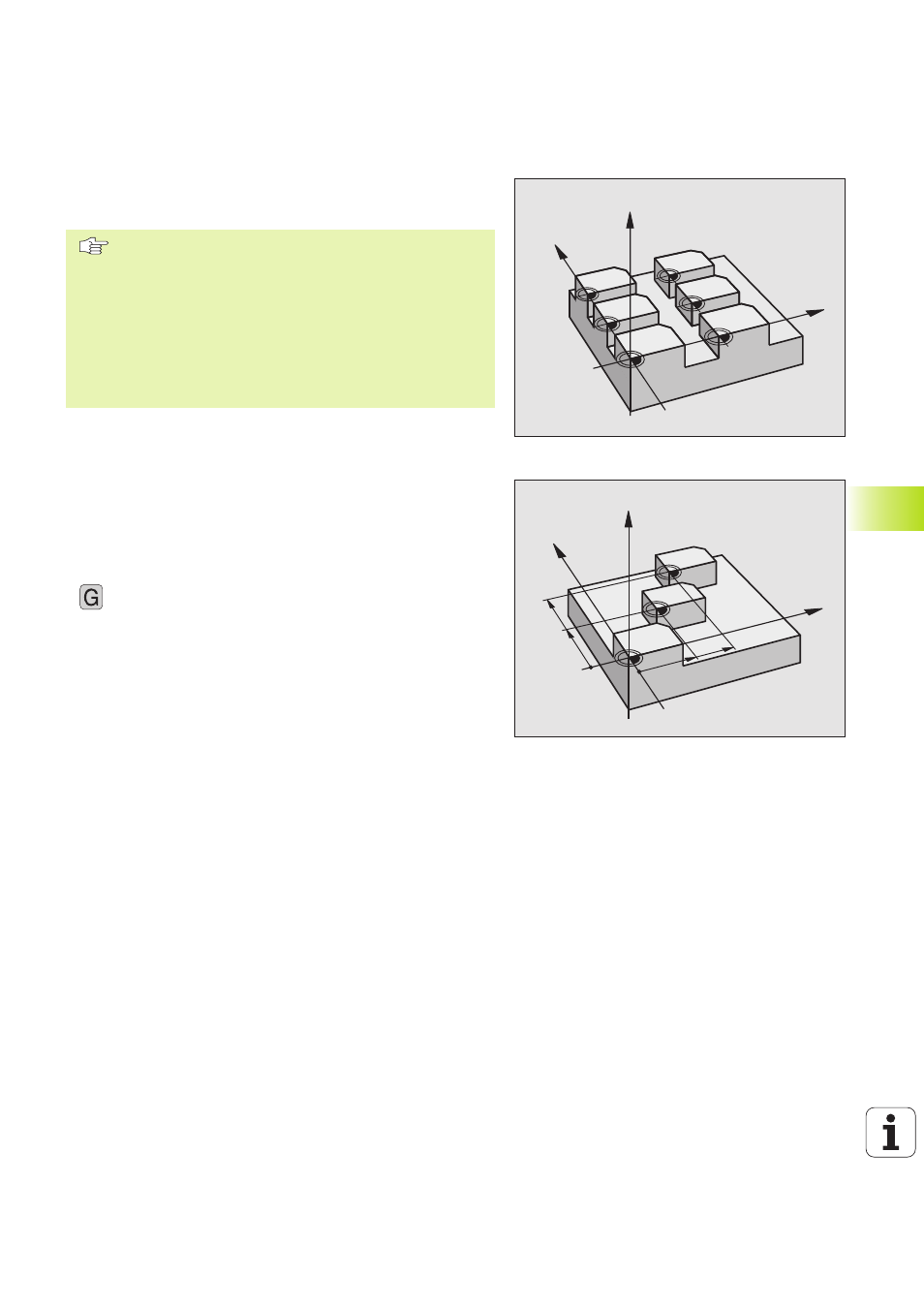
NULLPUNKT-Verschiebung mit Nullpunkt-Tabellen
(Zyklus G53)
Wenn Sie nur eine Nullpunkt-Tabelle verwenden, vermei-
den Sie Verwechslungen beim Aktivieren in den
Programmlauf-Betriebsarten.
Nullpunkte aus der Nullpunkt-Tabelle können sich auf den
aktuellen Bezugspunkt oder den Maschinen-Nullpunkt
beziehen (abhängig von Maschinenparameter 7475)
Neue Zeilen können Sie nur am Tabellen-Ende einfügen.
Die Koordinaten-Werte aus Nullpunkt-Tabellen sind
ausschließlich absolut wirksam.
Anwendung
Nullpunkt-Tabellen Setzen Sie ein bei
■
häufig wiederkehrenden Bearbeitungsgängen an verschiedenen
Werkstück-Positionen oder
■
bei häufiger Verwendung derselben Nullpunktverschiebung
Innerhalb eines Programms können Sie Nullpunkte sowohl direkt in
der Zyklus-Definition programmieren als auch aus einer Nullpunkt-
Tabelle heraus aufrufen.
53
ú
Nummer des Nullpunktes aus der Nullpunkt-Tabelle
oder einen Q-Parameter eingeben; Wenn Sie einen Q-
Parameter eingeben, dann aktiviert die TNC die
Nullpunkt-Nummer, die im Q-Parameter steht
Rücksetzen
■
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen.
■
Verschiebung zu den Koordinaten X=0; Y=0 etc. direkt mit einer
Zyklus-Definition aufrufen.
Status-Anzeigen
Wenn sich Nullpunkte aus der Tabelle auf den Maschinen-Nullpunkt
beziehen, dann
■
bezieht sich die Positions-Anzeige auf den aktiven (verschobenen)
Nullpunkt
■
bezieht sich der angezeigte Nullpunkt in der zusätzlichen Status-
Anzeige auf den Maschinen-Nullpunkt, wobei die TNC den
manuell gesetzten Bezugspunkt mit einrechnet
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2