Kreisbahn g02/g03/g05 mit festgelegtem radius 79 – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 86
79
HEIDENHAIN TNCs der Serie 400
ú
Werkzeug auf den Startpunkt der Kreisbahn fahren
ú
Koordinaten des Kreismittelpunkts eingeben
3
ú
Koordinaten des Kreisbogen-Endpunkts eingeben
Falls nötig:
ú
Vorschub F
ú
Zusatz-Funktion M
NC-Beispielsätze
n 5 0 i + 2 5 j + 2 5 *
N 6 0 G 0 1 g 4 2 x + 4 5 y + 2 5 f 2 0 0 m 3 *
n 7 0 G 0 3 X + 4 5 Y + 2 5 *
Vollkreis
Programmieren Sie für den Endpunkt die gleichen Koordinaten wie
für den Startpunkt.
Start- und Endpunkt der Kreisbewegung müssen auf der
Kreisbahn liegen.
Eingabe-Toleranz: bis 0,016 mm (über MP7431 wählbar)
Kreisbahn G02/G03/G05 mit festgelegtem Radius
Das Werkzeug fährt auf einer Kreisbahn mit dem Radius R.
Drehsinn
■
Im Uhrzeigersinn: G02
■
Im Gegen-Uhrzeigersinn: G03
■
Ohne Drehrichtungs-Angbe: G05
Die TNC fährt die Kreisbahn mit der zuletzt programmierten
Drehrichtung.
Achtung: Der Drehsinn legt konkave oder konvexe Wölbung fest!
3
ú
Koordinaten des Kreisbogen-Endpunkts eingeben
ú
Radius R
Achtung: Das Vorzeichen legt die Größe des Kreisbo-
gens fest!
Falls nötig:
ú
Vorschub F
ú
Zusatz-Funktion M
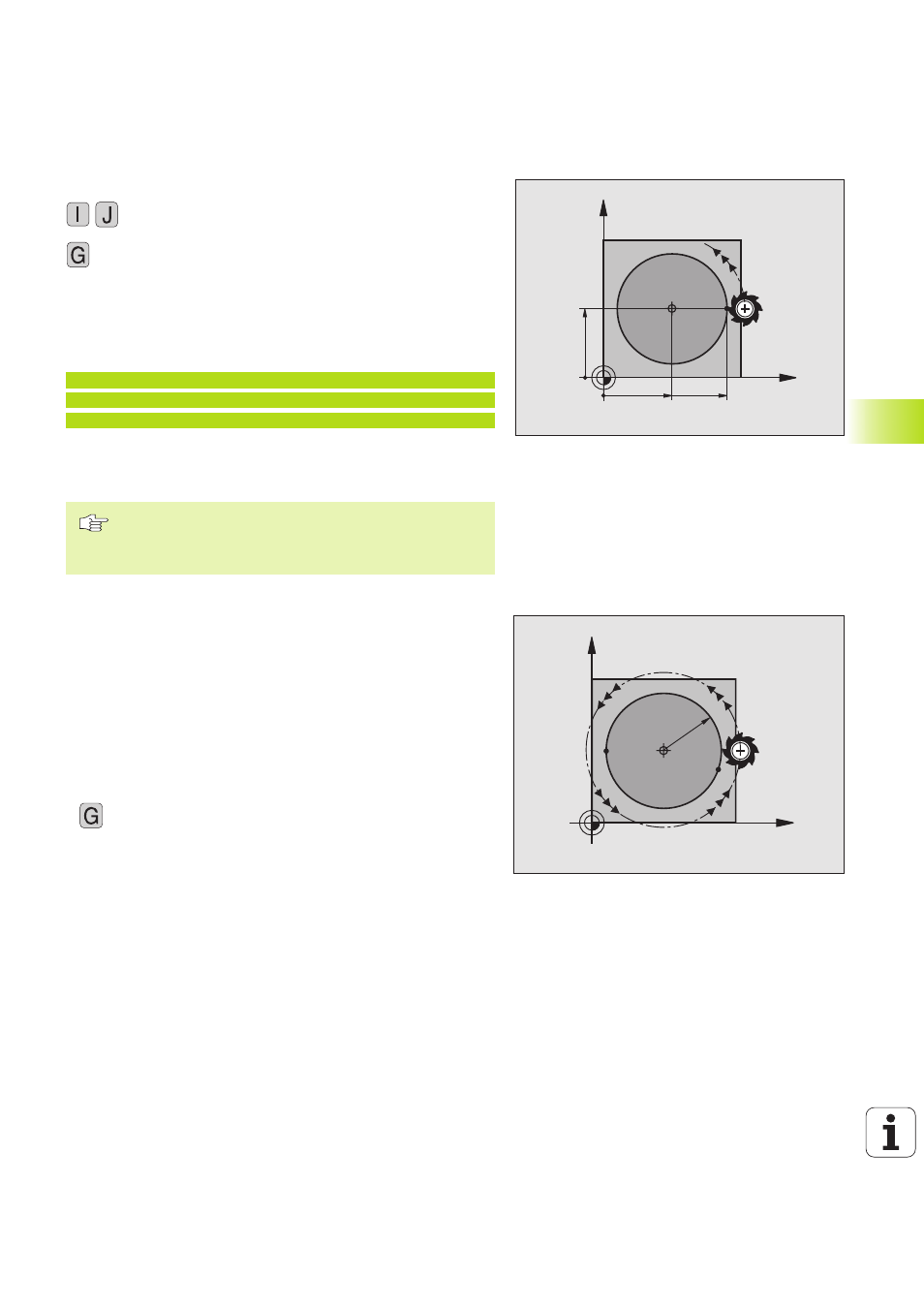
Vollkreis
Für einen Vollkreis programmieren Sie zwei Sätze hintereinander:
Der Endpunkt des ersten Halbkreises ist Startpunkt des zweiten.
Endpunkt des zweiten Halbkreises ist Startpunkt des ersten. Siehe
Bild rechts.
X
Y
25=I
45
25=J
CC
X
Y
I,J
S
1
=E
2
E
1
=S
2
R