3 programmteil-wiederholungen 151, Siehe „9.3 programmteil-wiederholungen“), 3 pr ogr ammt eil-wieder holung en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 157: 3 programmteil-wiederholungen
151
HEIDENHAIN TNCs der Serie 400
Unterprogramm programmieren
98
ú
Anfang kennzeichnen: Funktion G98 wählen
ú
Taste „L“ auf der Alpha-Tastatur drücken und Unterpro-
gramm-Nummer eingeben
ú
Ende kennzeichnen: Funktion G98 wählen und „L0“
eingeben
Unterprogramm aufrufen
ú
Unterprogramm aufrufen: Taste L drücken
ú
Label-Nummer des aufzurufenden Programms und „,0“
eingeben
L0,0 ist nicht erlaubt, da es dem Aufruf eines Unterpro-
gramm-Endes entspricht.
9.3 Programmteil-Wiederholungen
Programmteil-Wiederholungen beginnen mit der Marke G98 Ln. n ist
eine beliebige Label-Nummer. Eine Programmteil-Wiederholung
schließt mit Ln,m ab. m ist die Anzahl der Programmteil-Wieder-
holungen.
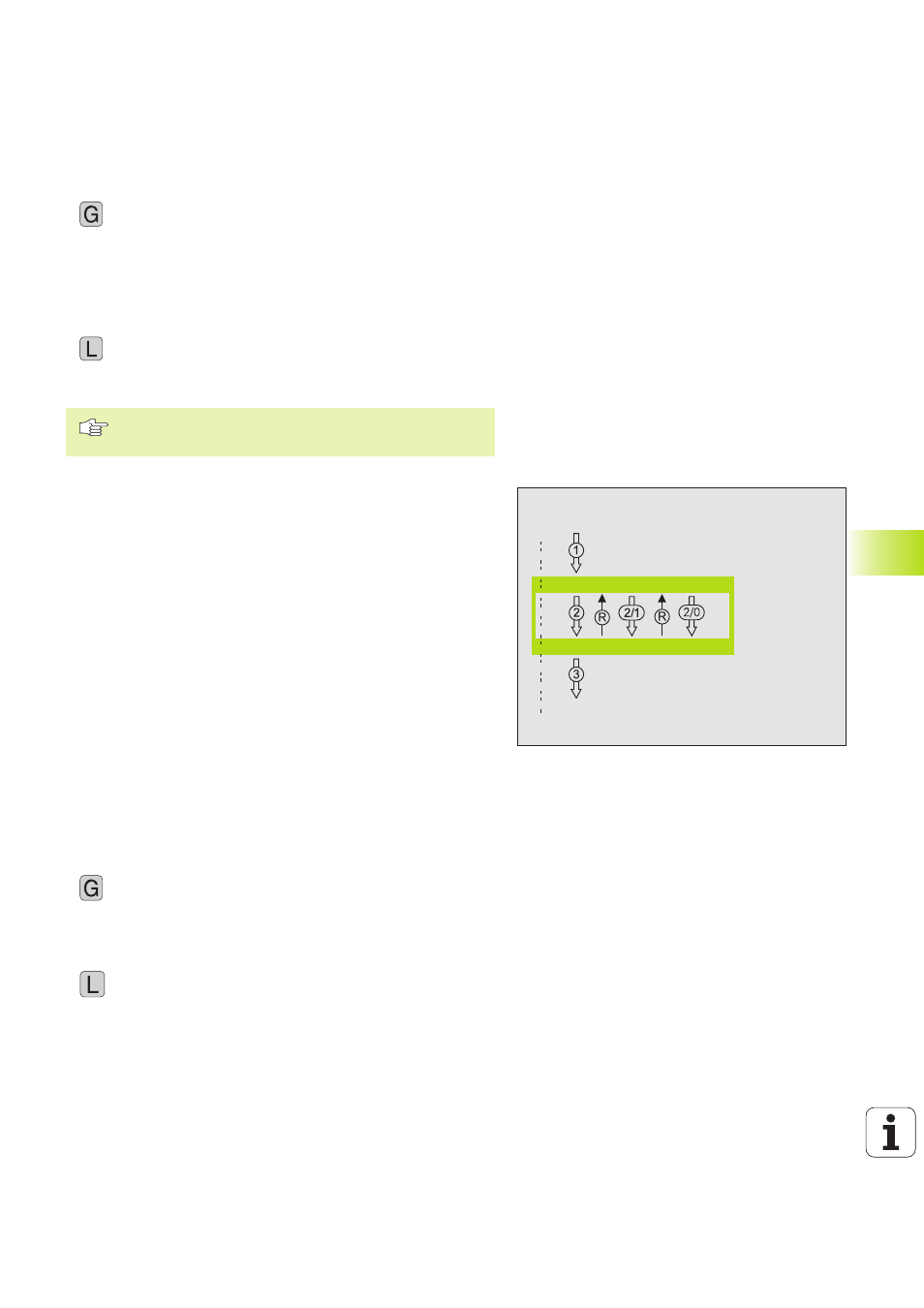
Arbeitsweise
1 Die TNC führt das Bearbeitungs-Programm bis zum Ende des
Programmteils (L1,2) aus
2 Anschließend wiederholt die TNC den Programmteil zwischen dem
aufgerufenen Label und dem Label-Aufruf L1,2 so oft , wie Sie hinter
dem Komma angegeben haben
3 Danach arbeitet die TNC das Bearbeitungs-Programm weiter ab
Programmier-Hinweise
■
Sie können einen Programmteil bis zu 65 534 mal hintereinander
wiederholen
■
Programmteile werden von der TNC immer einmal häufiger ausge-
führt, als Wiederholungen programmiert sind.
Programmteil-Wiederholung programmieren
98
ú
Anfang kennzeichnen: Funktion G98 wählen
ú
Taste „L“ drücken und Label-Nummer für den zu wieder-
holenden Programmteil eingeben
Programmteil-Wiederholung aufrufen
ú
Taste L drücken, Label-Nummer des zu wiederholenden
Programmteils und hinter dem „Komma“ Anzahl der
Wiederholungen eingeben
0 BEGIN PGM ...
LBL1
CALL LBL1 REP 2/2
END PGM ...