Werkstück-schieflage kompensieren 204, Abschnitt „werkstück-schieflage kompensieren, Grunddrehung – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 208
12 3D-Tastsysteme
204
Kalibrierwerte anzeigen
Die Korrekturfaktoren und die Kraftverhältnisse werden in der TNC
gespeichert und bei späteren Einsätzen des messenden
Tastsystems berücksichtigt.
Drücken Sie den Softkey 3D CAL, um die gepeicherten Werte
anzuzeigen.
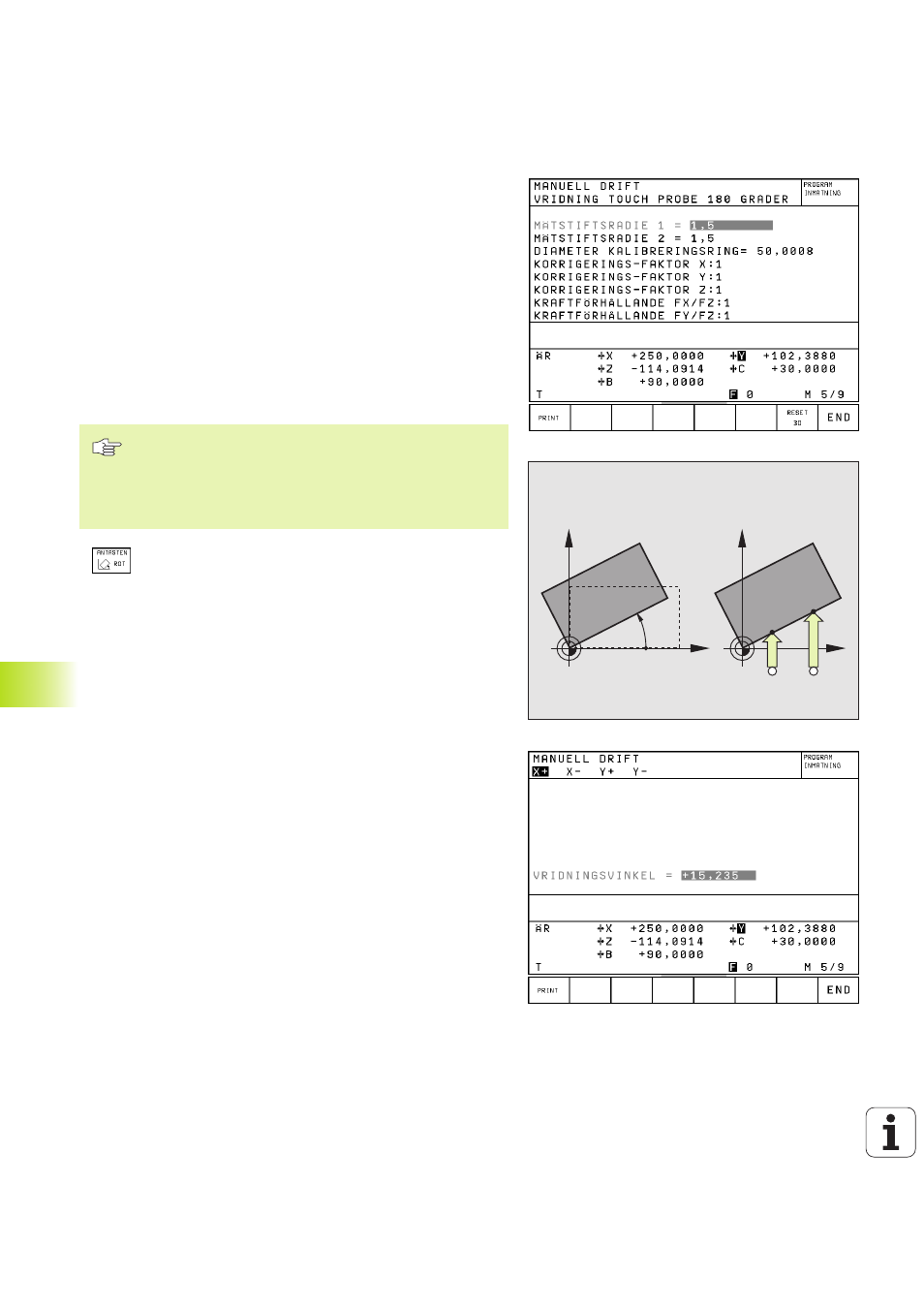
Werkstück-Schieflage kompensieren
Eine schiefe Werkstück-Aufspannung kompensiert die TNC rechne-
risch durch eine „Grunddrehung“
.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungs-
ebene einschließen soll. Siehe Bild rechts Mitte.
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig ver-
rechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
ú
Antastfunktion wählen: Softkey PROBING ROT
drücken
ú
Tastsystem in die Nähe des ersten Antastpunkts
positionieren
ú
Antastrichtung senkrecht zur Winkelbezugsachse
wählen: Achse mit Pfeil-Taste wählen
ú
Antasten: Externe START-Taste drücken
ú
Tastsystem in die Nähe des zweiten Antastpunkts
positionieren
ú
Antasten: Externe START-Taste drücken
Die TNC speichert die Grunddrehung netzausfallsicher. Die Grund-
drehung ist für alle nachfolgenden Programmläufe wirksam.
Grunddrehung anzeigen
Der Winkel der Grunddrehung steht nach erneutem Wählen von
PROBING ROT in der Drehwinkel-Anzeige. Die TNC zeigt den
Drehwinkel auch in der zusätzlichen Statusanzeige an (STATUS
POS.)
In der Status-Anzeige wird ein Symbol für die Grunddrehung
eingeblendet, wenn die TNC die Maschinen-Achsen entsprechend
der Grunddrehung verfährt.
X
Y
PA
X
Y
A
B