Arcwriter betriebsanleitung 3-9, Inbetriebnahme – Hypertherm Plasma Arc Marking System Benutzerhandbuch
Seite 32
ArcWriter
Betriebsanleitung
3-9
3
INBETRIEBNAHME
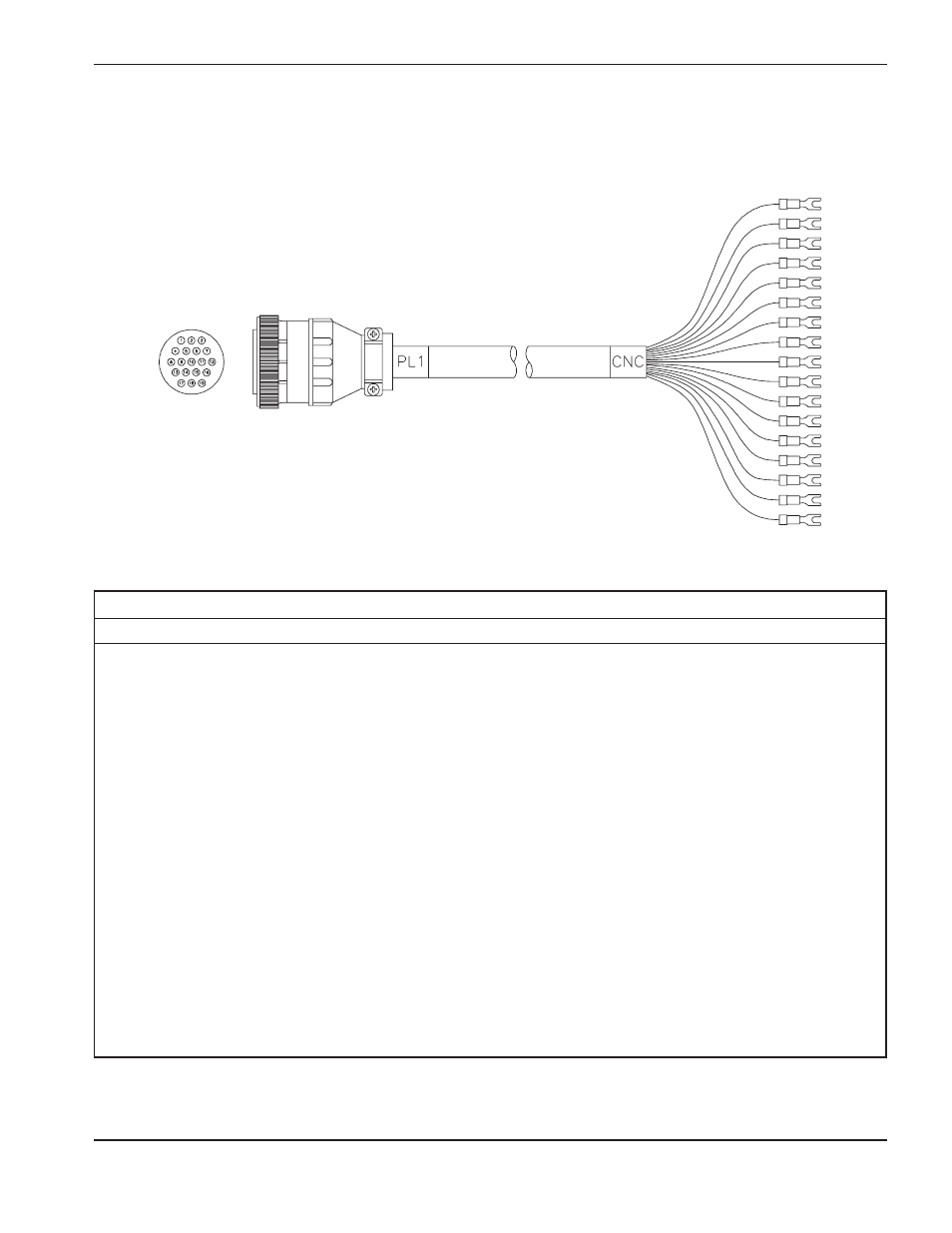
Abbildung 3-8
Interfacekabel (für den Einsatz mit vollständiger CNC Ansteuerung)
Schließen Sie das Interfacekabel zwischen der Stromquelle und dem CNC (für den
Einsatz mit vollständiger CNC Steuerung) an
ቧ
.
Schließen Sie das Interfacekabel zwischen der Stromquelle und dem CNC (Abb. 3-8) an.
Signalliste
Signal
PL1
Drahtfarbe
CNC
Beschreibung
Gemeinsam
1
Orange
I Com
BCD Schalteinstellungen (5-19 Amp. mit
1-Amp.Schritten)
1 Amp BCD
2
Orange/schwarz
I1
2 Amp BCD
3
Schwarz
I 2
4 Amp BCD
4
Blau
I 4
8 Amp BCD
5
Blau/schwarz
I 8
10 Amp BCD
6
Blau/weiß
I 10
Abschirmung
7
Blank
Cut
Abschirmung
Lichtbogen 1/100(+)
8
Weiß/schwarz
Lichtbogen +
Ungefiltert, einzeln und geteilte 1/100 Lichtbogen-
Lichtbogen 1/100(-)
9
Schwarz/weiß
Lichtbogen -
Volt. Signal nur vorhanden wenn das Trenn-/
Spannungsteiler PCB installiert ist
Nicht verwendet
10
Nicht verwendet
10
Nicht verwendet
Maschinen-Vorschub
11
rot/schwarz
Mach
Startet die Maschinenbewegungsdange. Strom auf
Maschinen-Vorschub
12
rot/schwarz
Mach
Werkstückkabel; Ausgangssignal (potentialfreier-
Kontakt) an CNC.
Notausschaltung
13
schwarz/rot
E-Stop
Kontakt normalerweise geschlossen. Beim öffnen
Notausschaltung
17
Weiß/rot
E-Stop
schaltet die Plasmaanlage ab. Ausgabe von CNC.
Wechselstrom aus
14
grün/schwarz
Aus
Kontaktbelastung 24 VAC an CNC; Erfordert
Wechselstrom an
15
grün/weiß
An
potential-freierkontakt Momentschließung für
Wechselstrom Com
16
grün
Com
An/Aus an CNC
Plasmazündung
18
weiß
Start
Erfordert Potentialfreierkontakt-Dauerkontakt
Plasmazündung
19
rot
Start
an CNC. Kontaktbelastung 24 VAC