8 arcwriter betriebsanleitung, Bedienung richtlinien für das markierungsverfahren – Hypertherm Plasma Arc Marking System Benutzerhandbuch
Seite 41
4-8
ArcWriter
Betriebsanleitung
3
BEDIENUNG
Richtlinien für das Markierungsverfahren
Siehe nachfolgende Richtlinien zur Verringerung von Problemen beim Markieren.
Der Beginn der Markierung ist zu breit
• Es gibt eine Verzögerung zwischen dem Zeitpunkt, in dem die CNC das Maschinenbewegungssignal von
dem ArcWriter erhält, und bis die Maschinenbewegung tatsächlich stattfindet. Der Brenner sollte während
der Dauer der Verzögerung, die von dem CNC Gerät abhängt, in einer festen Position bleiben. Wenn die
Verzögerung erheblich ist, tritt möglicherweise ein Durchschneiden auf, Hypertherm empfiehlt daher, wenn
möglich, die Verzögerung auf 50 msek zu verkürzen.
• Die Vorschubgeschwindigkeit sollte möglicherweise erhöht werden.
• Wenn das Stromniveau herabgesetzt wird, wird die Größe der Vertiefung zu Beginn der Markierung auch
verkleinert. Bitte beachten Sie, daß die Markierungsgeschwindigkeit möglicherweise unter Berücksichtigung
des niedrigeren Stromniveaus angepaßt werden muß.
• Überprüfen Sie den Abstand von dem Brenner zum Werkstück. Eine gute, schnelle Übertragung des
Lichtbogens kann möglicherweise nicht stattfinden.
Das Markierungsende ist zu groß
• Versuchen Sie es mit einem kürzeren Verzögerungsabstand vor dem Ende der Markierung.
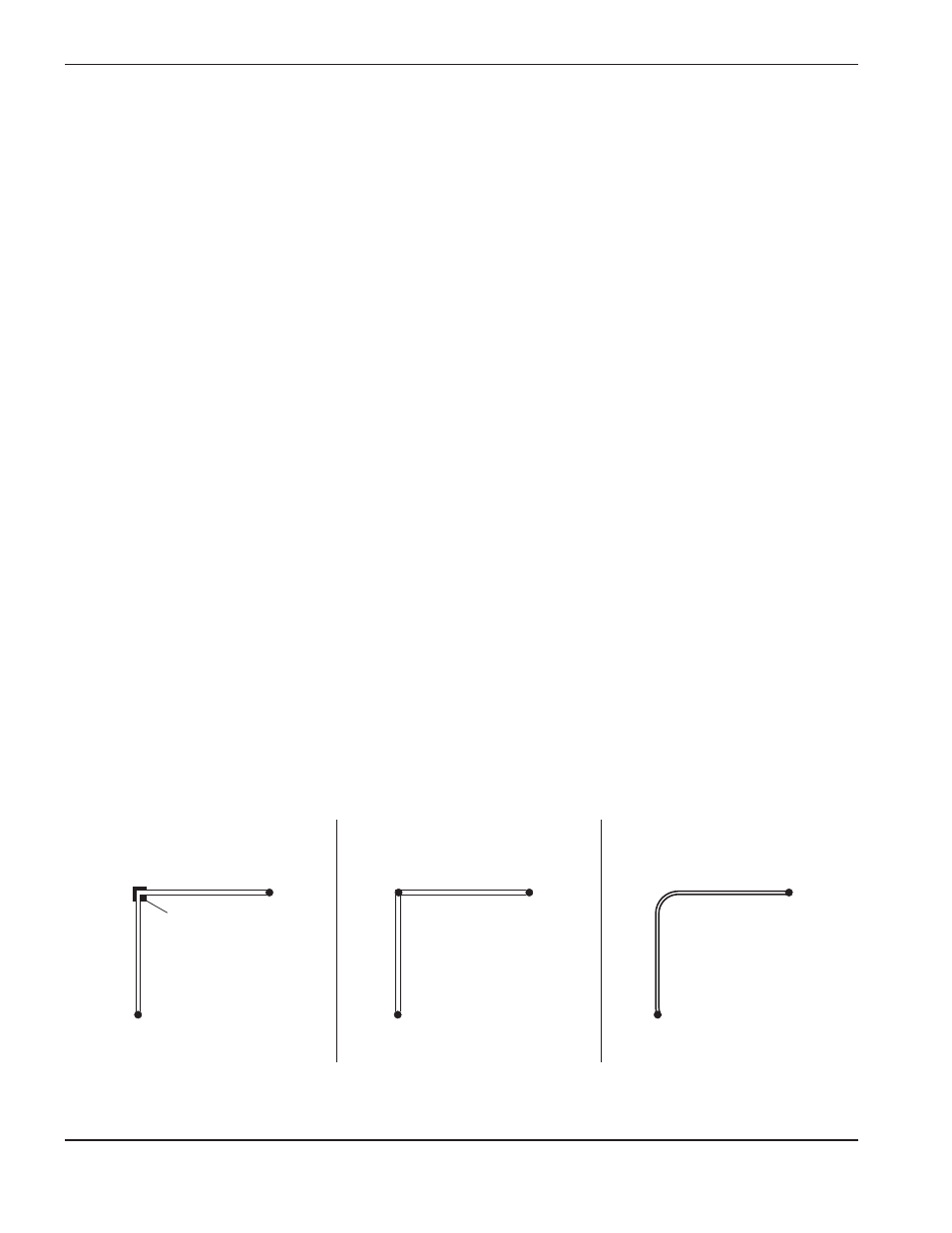
Die Markierung ist in den Ecken zu tief und breit
• Vermeiden Sie die 90° Ecken, da der Brenner stehenbleibt. Die beste Methode ist es, die Ecken
abzuflachen, so daß der Brenner in der Ecke nicht stehenbleibt. Wenn eine 90° Ecke erforderlich ist, und
die daraus resultierende Markierung nicht akzeptabel ist, kann dies in einem zweistufigen Vorgang
durchgeführt werden.
• Reduzieren Sie den Strom, wenn Sie sich der Ecke nähern. Der ArcWriter-Strom kann bis auf ein Minimum
von 4 Amperes reduziert werden. Die erforderliche reduzierte Stromstärke hängt von den Beschleunigungs-
und Verzögerungsmerkmalen der Schneidmaschine ab.
• Reduzieren Sie während des gesamten Markierungsvorgangs sowohl die Strom- als auch die
Markierungsgeschwindigkeit.
Figure 4-6
Markierung von Ecken
Stop
Stop
Stop
1
2
Start
Start
Stop
Start
Start
Wird mit Abnahme und
Unterbrechung der
Geschwindigkeit breiter
und tiefer
Vermeiden Sie 90°C
Ecken
Zwei-Stufen
Vorgang
Beste Methode