Fehlercode-fehlerbeseitigung (2 von 9) – Hypertherm HPR130 Auto Gas Preventive Maintenance Program Benutzerhandbuch
Seite 115
WARTUNG
5-8
HPR130 Auto-Gas
Betriebsanleitung
2
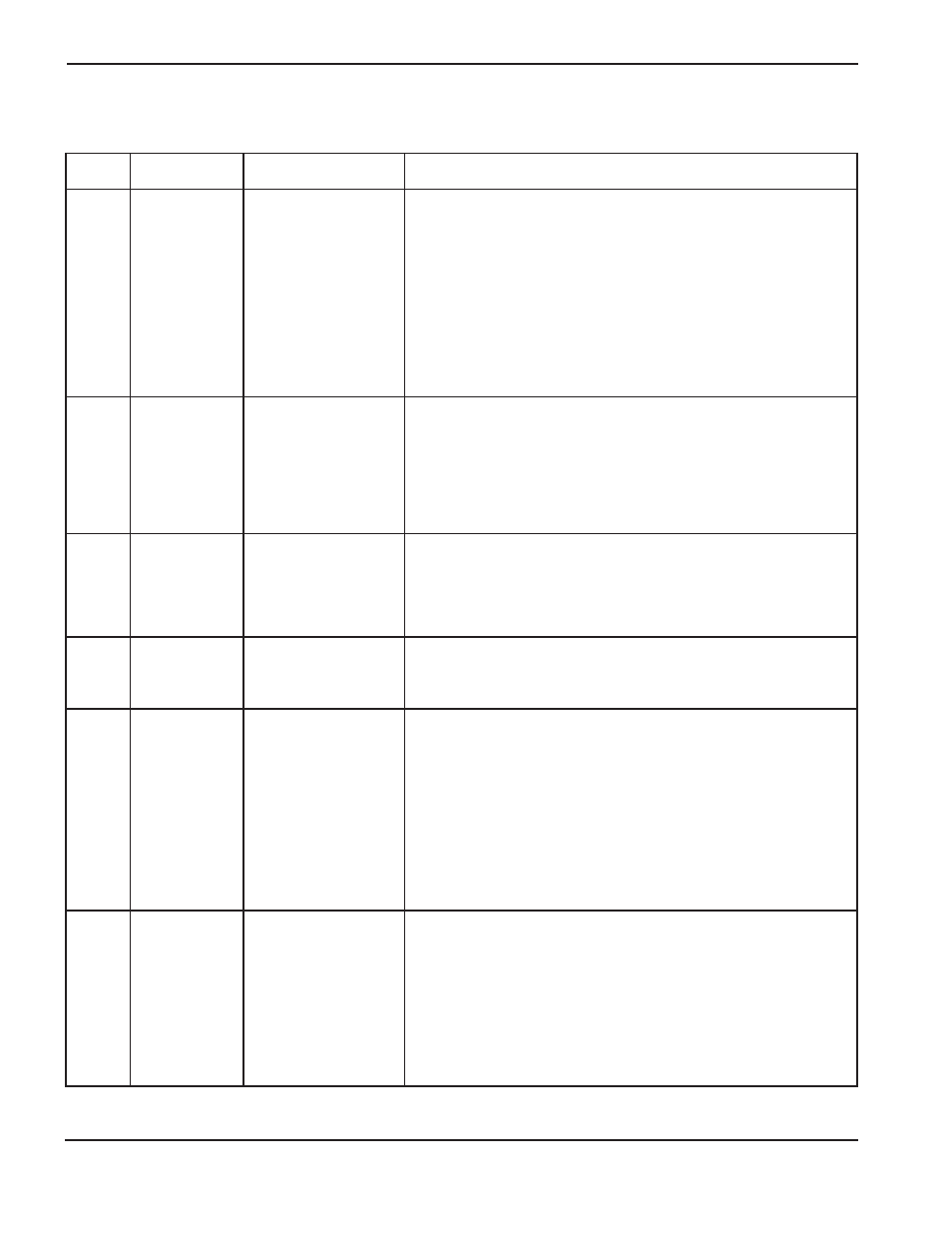
Fehlercode-Fehlerbeseitigung (2 von 9)
Fehler-
code
Name
Beschreibung
Korrekturmaßnahme
30
Gasanlagenfehler
Nur Autogas
Es ist ein Fehler in der
Gasanlage aufgetreten.
1. Nachprüfen, ob Kabel Nr. 5 (das Steuerkabel zwischen Stromquelle und
Gaskonsole) unbeschädigt und ordnungsgemäß an PCB3 und an der
Gaskonsolenrückseite angeschlossen ist.
2. Nachprüfen, ob Kabel Nr. 6 (das Netzkabel zwischen Stromquelle und
Gaskonsole) unbeschädigt und ordnungsgemäß innerhalb der
Stromquelle und an der Gaskonsolenrückseite angeschlossen ist.
3. Nachprüfen, ob D1 (+5 VDC) und D2 (+3.3 VDC) auf PCB2 in der
Gaskonsole leuchten. Diese LEDs zeigen an, ob PCB2 mit Strom
versorgt wird.
4. Ist Strom an PCB2 und PCB3 vorhanden und beide Gaskonsolenkabel
sind in Ordnung, dann ist PCB2 oder PCB3 ausgefallen. Mit einem
CAN-Tester nachprüfen, welche Baukarte ausgetauscht werden muss.
31
Startsignal ist
verloren
gegangen
Startsignal wurde
empfangen und ging
dann verloren, bevor ein
Lichtbogen aufgebaut
wurde.
1. Wird zur Versorgung der HPR mit einem Startsignal ein mechanisches
Relais verwendet, springt dieses Relais, wenn es aktiviert ist, oder die
Kontakte sind fehlerhaft. Relais austauschen.
2. Schnittstellenkabel auf Beschädigung, fehlerhafte Klemmverbindungen
oder schlechte elektrische Anschlüsse untersuchen.
3. Ist das Schnittstellenkabel einwandfrei und ein Relais treibt den
Starteingang nicht an, lässt die CNC das Startsignal fallen, bevor ein
stabiler Lichtbogen aufgebaut worden ist.
32
Halte-Zeitsperre
Das Haltesignal war
länger als 60 Sekunden
aktiv.
1. Schnittstellenkabel auf Beschädigung prüfen. Die Haltedrähte sind
möglicherweise innen kurzgeschlossen.
2. Hält die CNC diesen Eingang aufrecht, kann es sein, dass sie auf einen
Eingang wartet, dass der IHS von einem anderen Brenner fertig ist.
3. Ist das CNC-Schnittstellenkabel in Ordnung und es handelt sich um
eine Anlage mit einem Brenner, PCB3 auswechseln.
33
Vorbefüllung-
Timeout
Nur Autogas
Die Wählkonsole konnte
die Leitungen nicht auf
den richtigen Wert
befüllen.
Dies ist ein Warnhinweis auf mögliche Einengungen der Gasleitungen.
Überprüfen, ob es an den Plasma- und Sekundärgasschläuchen
Einengungen gibt.
42
Zu niedriger
Stickstoff-(N
2
)-
Gasdruck
Stickstoff-Gasdruck
unterhalb der
Untergrenze von:
2,07 Bar – Schneiden
0,34 Bar – Markieren
während der N2-Spülung
beim Umschalten
zwischen Brenngas-
Prozessen und solchen
Prozessen, bei denen
Sauerstoff oder Luft
eingesetzt wird.
1. Nachprüfen, ob die Stickstoffzufuhr eingeschaltet ist, und
Gaszufuhrdruck und restliche Gasmenge in den Zufuhrtanks
kontrollieren.
2. Nachprüfen, ob der Gasregler auf 8,27 Bar eingestellt ist. Siehe
Einstellung des Zufuhrreglers (Abschnitt Installation).
44
Niedriger
Plasmagasdruck
Der Plasmagasdruck liegt
unterhalb der
Untergrenze.
0,34 bar Vorströmung
3,45 bar
Schneiddurchfluss
(Schneiden)
0,34 bar
Schneiddurchfluss
(Markierung)
1. Gaszufuhrdruck sowie die Menge des in den Zufuhrtanks vorhandenen
Gases untersuchen.
2. Gasreglereinstellungen an der Gaskonsole überprüfen. Siehe Tabellen
für das Schneiden.
3. Siehe Einstellung der Zufuhrregler (Abschnitt Installation).
4. Lecktestverfahren durchführen (Abschnitt Wartung).