Befehlstabelle (2 von 10) – Hypertherm HPR130 Auto Gas Preventive Maintenance Program Benutzerhandbuch
Seite 195
ANHANG A – CNC-INTERFACE-PROTOKOLL
HPR130 Auto-Gas
Betriebsanleitung
a-7
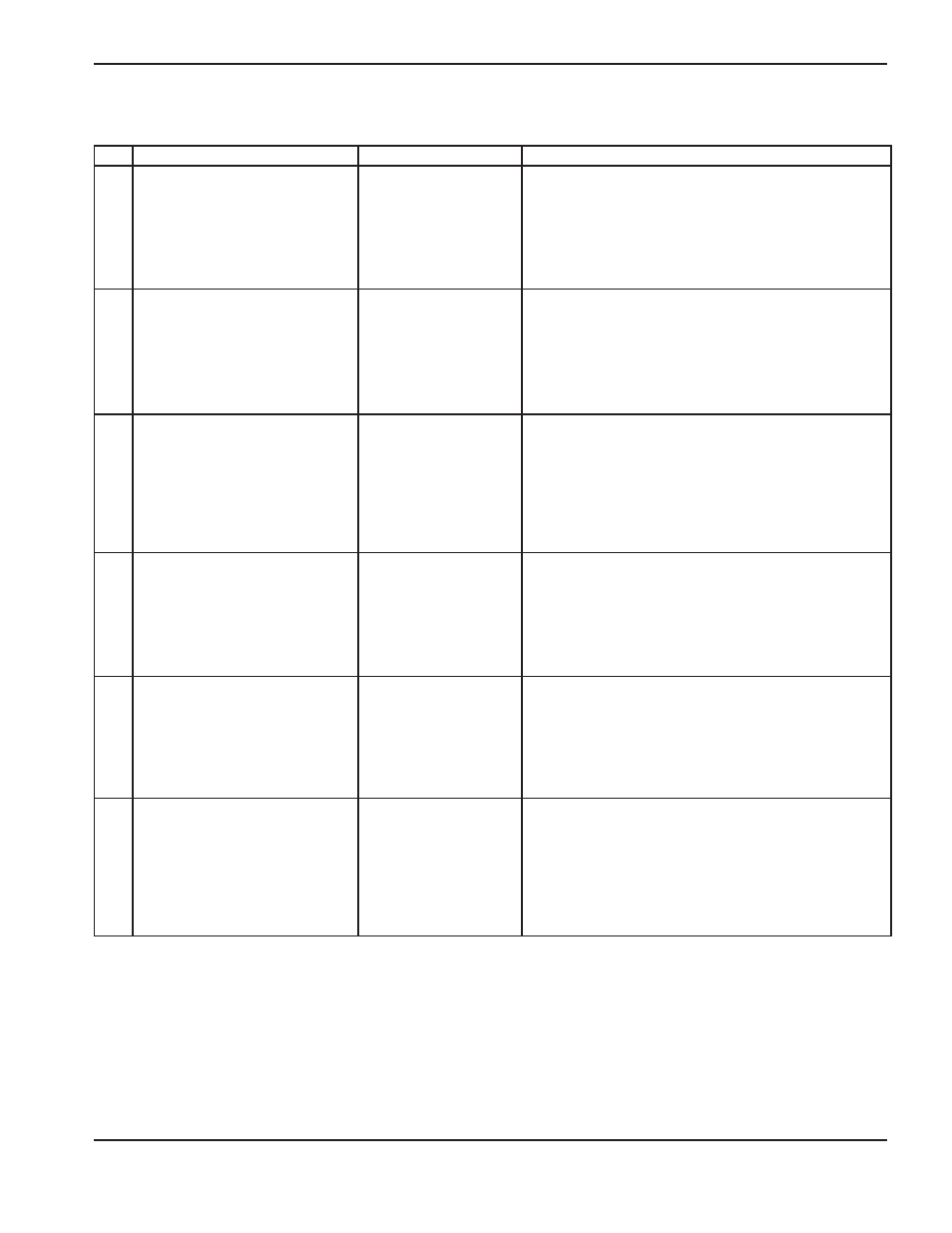
Befehlstabelle (2 von 10)
ID
Befehl
Anlage
Beschreibung
058
SET_NOMINAL_AMPS
(NOMINALE_AMPERE_EINSTELLEN)
Automatische Gaskonsole
Stromquellenstrom in Ampere einstellen.
Daten:
5-130 A
Rückwert:
Tatsächlich eingestellter Stromwert
Muster:
>05813031<
>058013061< (eingestellt 130 A)
064
GAS_PREFLOW_TEST_START
(GAS_VORSTRÖMUNG_TEST_START)
Manuelle Gaskonsole
Automatische Gaskonsole
Vorströmungsgase einschalten. Beim Schneiden nicht zulässig.
Daten:
Keine
Rückwert:
1 = akzeptiert, 0 = nicht akzeptiert
Muster:
>0649A<
>0641CB<
065
GAS_PREFLOW_TEST_STOP
(GAS_VORSTRÖMUNG_TEST_STOP)
Manuelle Gaskonsole
Automatische Gaskonsole
Vorströmungsgase ausschalten. Beim Schneiden nicht zulässig.
Daten:
Keine
Rückwert:
1 = akzeptiert, 0 = nicht akzeptiert
Muster:
>0659B<
>0659B<
>0651CC<
066
GAS_CUTFLOW_TEST_START
(GAS_SCHNEIDDURCHFLUSS_TEST
_START)
Manuelle Gaskonsole
Automatische Gaskonsole
Schneiddurchflussgase einschalten. Beim Schneiden nicht zulässig.
Daten:
Keine
Rückwert:
1 = akzeptiert, 0 = nicht akzeptiert
Muster:
>0669C<
>0661CD<
067
GAS_CUTFLOW_TEST_STOP
(GAS_SCHNEIDDURCHFLUSS
_TEST_STOP)
Manuelle Gaskonsole
Automatische Gaskonsole
Schneiddurchflussgase ausschalten. Beim Schneiden nicht zulässig.
Daten:
Keine
Rückwert:
1 = akzeptiert, 0 = nicht akzeptiert
Muster:
>0679D<
>0671CE<
068
SYSTEM_RESET
(ANLAGEN_RÜCKSTELLUNG)
Manuelle Gaskonsole
Automatische Gaskonsole
Fehlerzustände beseitigen und Betrieb wieder aufnehmen. Wird nur
akzeptiert, wenn die Anlage sich in einem Fehlerzustand befindet.
Daten:
Keine
Rückwert:
1 = akzeptiert, 0 = nicht akzeptiert
Muster:
>0689E<
>0681CF<