Fehlercode-fehlerbeseitigung (4 von 9) – Hypertherm HPR130 Auto Gas Preventive Maintenance Program Benutzerhandbuch
Seite 117
WARTUNG
5-10
HPR130 Auto-Gas
Betriebsanleitung
2
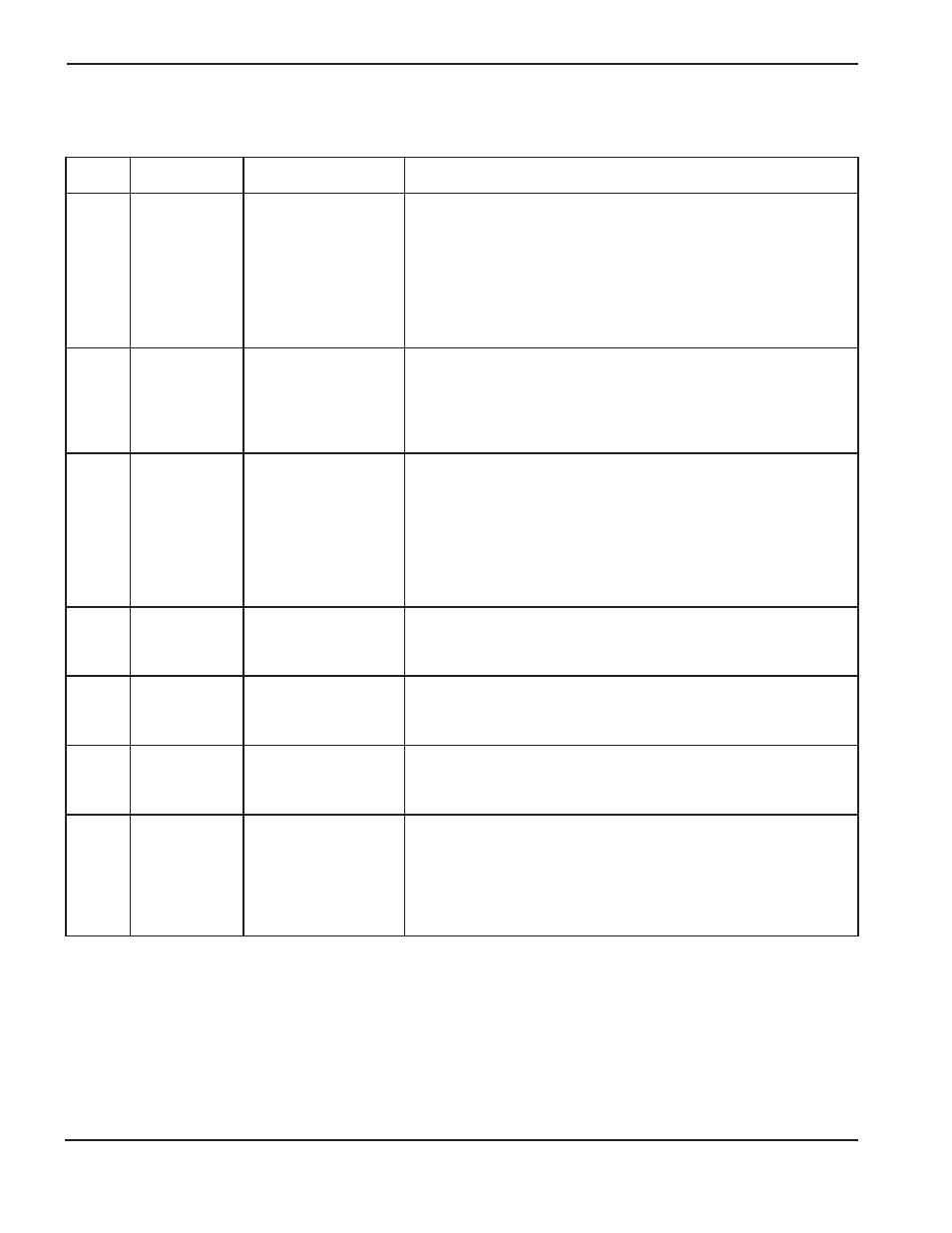
Fehlercode-Fehlerbeseitigung (4 von 9)
Fehler-
code
Name
Beschreibung
Korrekturmaßnahme
50
Startsignal ist
beim Einschalten
auf EIN
Der Eingang für das
Plasmastartsignal sollte
während des
Einschaltens der
Stromquelle nicht aktiv
sein.
1. Schneidprogramm anhalten oder löschen, falls das Plasmastartsignal
nicht nach dem letzten Schnitt aufgegeben wurde.
2. Nachprüfen, ob das CNC-Schnittstellenkabel beschädigt ist.
3. CNC-Schnittstellenkabel von PCB3 entfernen und nachprüfen, ob eine
offener Schaltkreis zwischen den Stiften 15 und 34 besteht.
4. Ist der Schaltkreis geschlossen, gibt entweder die CNC einen
Plasmastart aus oder das CNC-Schnittstellenkabel ist beschädigt.
5. Ist der Schaltkreis offen und LEDN300J leuchtet bei von der PCB3
entferntem CNC-Schnittstellenkabel, PCB3 austauschen.
53
Niedriger
Sekundär-
gasdruck
Der Sekundärgasdruck
liegt unterhalb der
Untergrenze von 2.
1. Gaszufuhrdruck überprüfen und dass eine ausreichende Gasmenge in
der Anlage verbleibt.
2. Gasreglereinstellungen an der Gaskonsole gemäß der Tabelle für das
Schneiden nachprüfen.
3. Siehe Einstellung der Zufuhrregler (Abschnitt Installation).
4. Lecktestverfahren durchführen (Abschnitt Wartung).
54
Hoher Sekundär-
gasdruck
Der Sekundärgasdruck
liegt über der
Obergrenze von 7,58 Bar.
1. Gaszufuhrdruck nachprüfen. Siehe Einstellung der Zufuhrregler im
Abschnitt Installation.
2. Nachprüfen, ob die Gasdruckeinstellungen an der Gaskonsole mit der
Tabelle für das Schneiden übereinstimmen.
3. Ein Magnetventil an der Abschaltventil-Baugruppe öffnet nicht.
Stromzufuhr zu jedem der Ventile nachprüfen. Plasma- und
Sekundärgasschläuche, die aus der Abschaltventil-Baugruppe
herausgehen, unterbrechen. Wenn sich der Druck verringert, funktioniert
ein Ventil nicht, oder das Ventil erhält keinen Strom.
55
Einlassdruck von
Motorventil 1
Nur Autogas
Der Einlassdruck von
Motorventil 1 liegt unter
3,45 Bar oder über
9,65 Bar.
Überprüfen, ob der Gasdruckumformer P1 auf Werte zwischen 3,45 Bar
und 9,65 Bar eingestellt ist. Einlassgasdruck erhöhen bzw. verringern, um
das Problem zu korrigieren.
56
Einlassdruck von
Motorventil 2
Nur Autogas
Der Einlassdruck von
Motorventil 2 liegt unter
3,45 Bar oder über
9,65 Bar.
Überprüfen, ob der Gasdruckumformer P2 auf Werte zwischen 3,45 Bar
und 9,65 Bar eingestellt ist. Einlassgasdruck erhöhen bzw. verringern, um
das Problem zu korrigieren.
57
Druck von
Schneidgas 1
Nur Autogas
Der Auslassdruck von
Schneidgas 1 liegt unter
3,45 Bar oder über
9,65 Bar.
Überprüfen, ob der Gasdruckumformer P3 auf Werte zwischen 3,45 Bar
und 9,65 Bar eingestellt ist. Einlassgasdruck erhöhen bzw. verringern, um
das Problem zu korrigieren.
58
Druck von
Schneidgas 2
Nur Autogas
Der Auslassdruck von
Schneidgas 2 liegt ohne
Mischen unter 3,45 Bar
oder mit Mischen unter
1,38 Bar, oder er liegt
über 9,65 Bar (mit oder
ohne Mischen)
Überprüfen, ob der Gasdruckumformer P4 auf Werte zwischen 3,45 Bar
und 9,65 Bar eingestellt ist. Einlassgasdruck erhöhen bzw. verringern, um
das Problem zu korrigieren.