119 bearbei tun gen defin ieren – HEIDENHAIN iTNC 530 (340 49x-05) Pilot Benutzerhandbuch
Seite 119
119
Bearbei
tun
gen defin
ieren
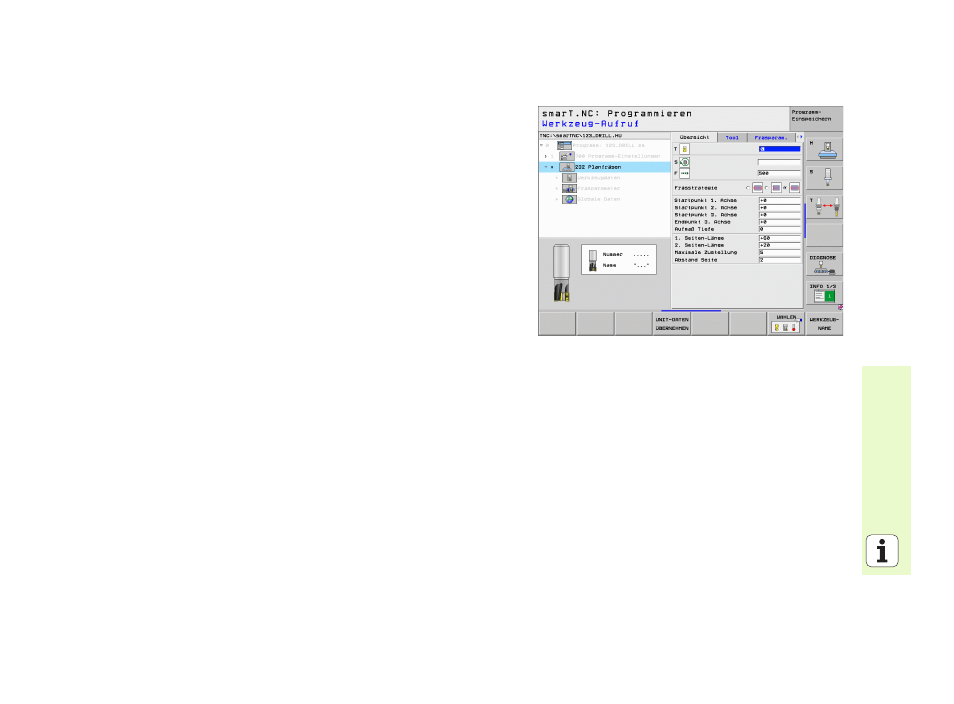
Unit 232 Planfräsen
Parameter im Formular Übersicht:
T
: Werkzeug-Nummer oder -Name (per Softkey umschaltbar)
S
: Spindeldrehzahl [U/min] oder Schnittgeschwindigkeit [m/min]
F
: Fräsvorschub [mm/min], FU [mm/U] oder FZ [mm/Zahn]
Frässtrategie
: Auswahl der Frässtrategie
Startpunkt 1. Achse
: Startpunkt in der Hauptachse
Startpunkt 2. Achse
: Startpunkt in der Nebenachse
Startpunkt 3. Achse
: Startpunkt in der Werkzeugachse
Endpunkt 3. Achse
: Endpunkt in der Werkzeugachse
Aufmaß Tiefe
: Schlichtaufmaß Tiefe
1. Seiten-Länge
: Länge der abzufräsenden Fläche in der Hauptachse
bezogen auf den Startpunkt
2. Seiten-Länge
: Länge der abzufräsenden Fläche in der Nebenachse
bezogen auf den Startpunkt
Maximale Zustellung
: Maß, um das das Werkzeug jeweils maximal
zugestellt wird
Abstand Seite
: Seitlicher Abstand, um den das Werkzeug über die
Fläche hinaus fährt